Table of Contents
From Prototype to Mass Production: How to Avoid Delays in Consumer Electronics PCBA
Surviving the "Valley of Death" in Hardware Manufacturing
For any hardware founder or product manager, turning a brilliant idea into a working prototype is an exciting milestone. However, that is only 20% of the journey. The real challenge—where most hardware startups stumble—is the leap from prototype to Mass Production (MP), often referred to as the hardware “Valley of Death.”
During this transition, order volumes are too large for prototype studios (causing per-unit costs to skyrocket) but often too small for traditional Tier-1 contract manufacturers to prioritize. More fatally, companies face sudden cost jumps due to tooling and compliance testing, compounded by supply chain disruptions and endless design reworks.
Ultimately, many great products fail not because of poor design, but due to broken supply chains, incompatible manufacturing processes, or uncontrollable costs. With over 15 years of deep industry expertise, pcbagroup understands that crossing this valley requires more than just manufacturing capacity—it requires a systematic engineering methodology. Through our mature New Product Introduction (NPI) process, we act as the bridge between your R&D team and the factory floor, helping you navigate these hidden reefs and scale your product profitably.
Phase 1: Bridging the Gap Between "Working" and "Manufacturable"
Conduct a Strict DFM Review Before PVT (Production Validation Test)
Conducting a rigorous Design for Manufacturability (DFM) review before entering PVT or pilot runs is a critical “preventative vaccine,” not an optional afterthought. Costly launch delays are usually rooted in ignoring the manufacturing difficulties of new materials and processes. Common DFM blind spots include:
Component Spacing Issues: Ultra-tight spacing between 0402 or 0201 passives can cause “tombstoning” or solder bridges during reflow. Missing test points or thermal vias under BGA chips can cripple heat dissipation and reworkability.
PCB Mechanical Flaws: Failing to leave standard tooling edges (typically ≥5mm) prevents the board from being secured on SMT conveyors. Connectors placed too close to the board edge often suffer mechanical damage during depaneling.
Testing Inaccessibility: Ignoring the layout of test points for In-Circuit Testing (ICT) or Functional Testing (FCT) leads to the need for incredibly expensive “bed-of-nails” fixtures, or makes testing impossible altogether.
At pcbagroup, our engineering team intervenes early in the NPI process. We don’t just “check files”; we run simulations based on real-world equipment parameters and historical data. We identify and eliminate physical barriers before you enter expensive pilot runs, ensuring your design is born with high “manufacturability DNA.”
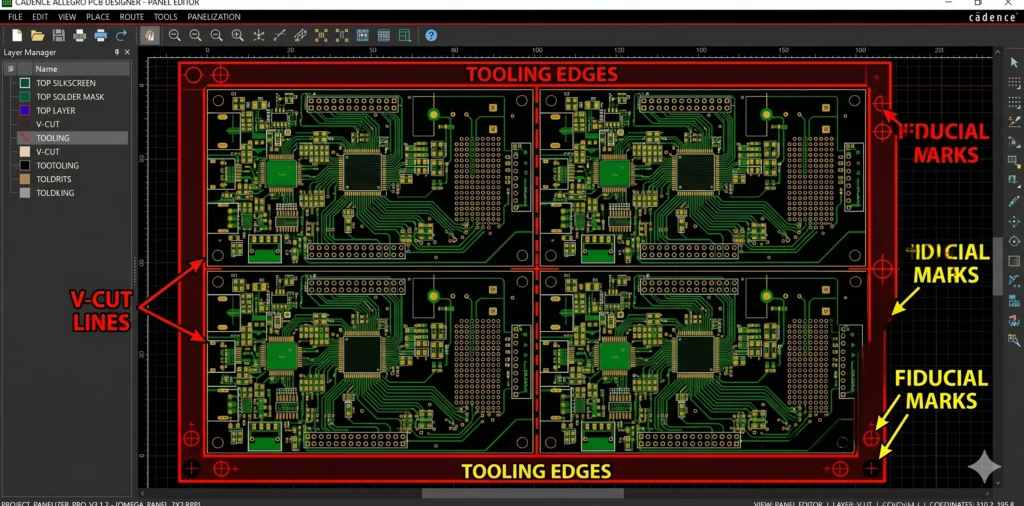
Smart Panelization for High-Speed SMT Lines
Once a design passes the DFM review, the next step is Panelization—the critical hub connecting design to high-speed manufacturing. Running single, small boards through an SMT line is highly inefficient. Scientific panelization is not just “putting boards together”; it requires optimizing:
Equipment Compatibility: The panel dimensions must perfectly match the track width of high-speed placement machines.
Material Yield: Smart layouts maximize the use of copper-clad laminates, directly lowering bare PCB costs.
Thermal Stress Balance: Using symmetrical arrays (like 2×2 or 3×3) ensures even heat distribution during reflow, preventing warpage.
pcbagroup operates 8 high-speed, ultra-precision SMT lines equipped with Panasonic NPM-D3 mounters, achieving a daily capacity of over 10 million points. Our engineers customize panelization strategies (V-cut or tab routing) based on your board geometry and volume, ensuring seamless production and minimum waste.
Phase 2: Bulletproofing Your Supply Chain for Volume
The Pre-Production BOM Health Check
A pre-production BOM (Bill of Materials) Health Check is your first and most important defense against line-down disasters. It is a systematic risk assessment designed to eliminate supply risks while design changes are still cheap. Our sourcing experts scrutinize your BOM for four fatal risks:
Lifecycle Risks (EOL/NRND): We scan your BOM against professional databases to flag any components marked as End-of-Life (EOL) or Not Recommended for New Designs (NRND). Using these parts guarantees forced redesigns shortly after launch.
Lead Time Risks: A single delayed component can halt an entire project. (For example, certain high-end laminates currently face lead times exceeding 40 weeks). We evaluate current market availability and trigger early procurement if necessary.
Single-Source Vulnerabilities: Relying on a single supplier or proprietary chip is a massive risk. We actively map out pin-to-pin compatible alternative paths.
BOM-to-Gerber Mismatches: We use advanced DFM tools to ensure BOM packages match your PCB footprints exactly, preventing purchasing errors and mounting failures.
Leveraging Shenzhen's Ecosystem for Reliable Alternatives
Headquartered in Bao’an, Shenzhen—just 30 minutes from the international airport—pcbagroup is deeply rooted in the world’s most dynamic electronics supply chain. When your BOM reveals shortages or EOL risks, our localized sourcing team springs into action:
Cross-Reference Sourcing: Finding drop-in replacements is our core competency. We quickly locate functionally equivalent, pin-to-pin compatible domestic or international alternatives (e.g., swapping a backordered imported MCU with a verified, cost-effective domestic equivalent).
Bypassing Bottlenecks: Shenzhen’s booming semiconductor ecosystem allows us to bypass global supply chain bottlenecks.
Proactive Capacity Reservation: Based on your MP forecast, we negotiate directly with core manufacturers to lock in allocation or build preventative buffer stock, shielding you from market volatility.

Phase 3: Scaling Your Testing Strategy to Prevent Bottlenecks
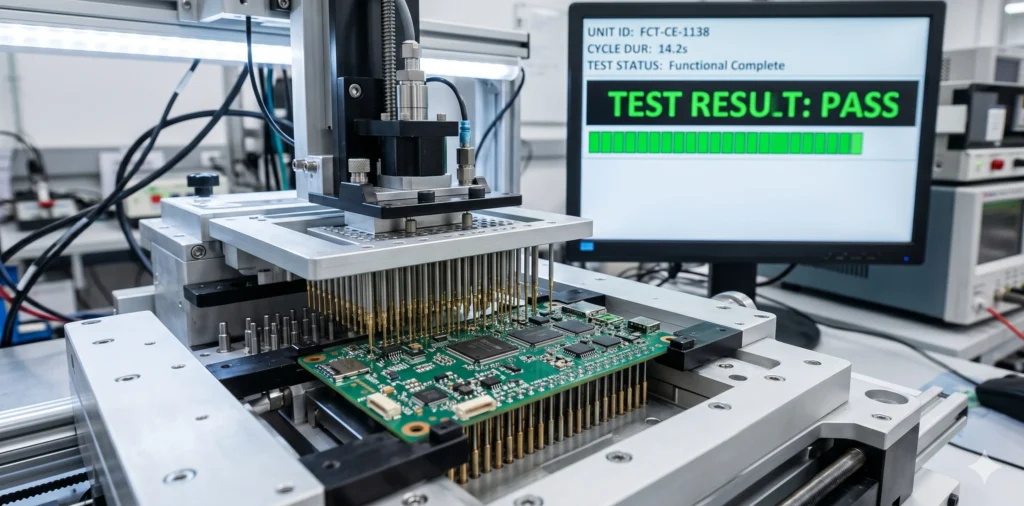
Transitioning to Automated Functional Testing (FCT)
When scaling to mass production, manual testing must be replaced by Automated Functional Testing (FCT). FCT simulates the product’s real-world operating environment, validating voltages, communication data, and UI responses. It catches software-hardware interaction bugs that ICT and AOI miss.
While developing a custom FCT jig requires an upfront investment, the ROI is massive:
Exponential Efficiency: FCT drops testing time from minutes to seconds. Parallel testing allows a single machine to test a 4-board panel simultaneously.
100% Traceability: Test data is automatically uploaded to our MES, creating a permanent quality record.
Lower Long-Term Costs: By pushing factory yield rates above 99.2%, automated FCT virtually eliminates the exorbitant costs of overseas RMAs and brand damage.
Utilizing an In-House Reliability Lab
To guarantee that your product isn’t just “functional” but “durable,” pcbagroup has invested heavily in an In-House Reliability Lab. Beyond our standard SPI, 3D AOI, and X-Ray inspections on the SMT line, we conduct:
Thermal cycling (simulating extreme temperature fluctuations).
Humidity and aging tests (evaluating corrosion resistance).
Vibration and shock testing (validating mechanical integrity).
By bringing this in-house, we catch potential design or material fatigue issues during the NPI phase, without waiting weeks for third-party lab schedules. For products requiring official certifications (CE, FCC, medical, or automotive), we seamlessly coordinate with CNAS-certified partner labs to ensure global compliance.
Phase 4: Ensuring Batch-to-Batch Consistency
The nightmare of “Quality Amnesia”—where the first batch is perfect, but the third batch is full of defects—is caused by relying on manual records and disconnected systems. As production scales, variables multiply. To guarantee consistency across a product’s multi-year lifecycle, manufacturing must be driven by data.
Data-Driven Traceability with MES and ERP Systems
To provide our clients with absolute confidence, pcbagroup has integrated industry-leading MES (Manufacturing Execution System) and ERP platforms. Proven by our work with major appliance brands like Midea and Bear, this “manufacturing brain” ensures total transparency:
Eliminating the “Black Box”: Through IoT integration, we capture real-time data from every node—SMT coordinates, reflow oven profiles, AOI results, and operator logs. You get real-time visibility into your production progress and yield rates.
Minute-Level Traceability: Every PCB is assigned a unique barcode/RFID. In the rare event of a component defect, our reverse-traceability allows us to lock down the exact impacted batch within minutes, containing the issue before it leaves the factory.
Continuous Optimization: By analyzing historical data, our MES locks in the “golden parameters” from your best-performing pilot run, ensuring every subsequent batch automatically follows the optimal manufacturing recipe.

Partner with a Proven NPI Expert
Successfully navigating the leap from prototype to mass production requires more than an assembly line. It requires a manufacturing partner who understands hardware engineering, commands a resilient supply chain, and operates with absolute digital transparency.
With pcbagroup’s 15+ years of experience, we don’t just build your boards—we engineer your supply chain for scale, profitability, and market success.
Get Your Free NPI Readiness Audit Today
Are you ready to scale? Don’t let hidden design flaws or EOL components delay your product launch and eat into your margins.
Upload your Gerber files and BOM today. Our senior engineering team will review your project and provide:
A comprehensive DFM & BOM Health Check to identify supply risks.
A customized panelization and testing strategy.
A transparent, highly competitive Mass Production Quote within 24 hours.
FAQ
Why do I need a DFM review if my prototype already works perfectly?
A working prototype proves your product’s functionality, but it does not prove its manufacturability at scale. A prototype hand-soldered or run at low speeds might conceal layout issues (like ultra-tight component spacing or missing tooling edges). A strict DFM review identifies these physical barriers before they cause high defect rates, “tombstoning,” or assembly bottlenecks on high-speed SMT lines, saving you from expensive pilot run failures.
What happens if a key component in my BOM goes End-of-Life (EOL) right before mass production?
This is exactly what our Pre-Production BOM Health Check is designed to prevent. If our engineers identify an EOL or high-risk component, our Shenzhen-based sourcing team immediately intervenes. We leverage our deep local supply chain to find verified, pin-to-pin compatible alternatives (Cross-reference sourcing) or help you negotiate a “lifetime buy” to ensure your production line never stops.
What is PCB panelization and how does it lower my costs?
Panelization is the process of grouping multiple single PCBs into a larger, standardized array (such as a 2×2 or 3×3 grid). This strategy maximizes the utilization rate of the raw copper-clad laminate, directly lowering bare board costs. More importantly, it allows our 8 Panasonic high-speed SMT lines to place components continuously and efficiently, slashing overall manufacturing time and labor costs.
Is a custom Automated Functional Test (FCT) jig really necessary for my project?
For mass production, absolutely. While manual testing with a multimeter works for 20 prototypes, it becomes a massive bottleneck for an order of 10,000 units. A custom FCT jig simulates real-world usage, drops testing time from minutes to seconds per board, and pushes factory yield rates above 99.2%. The upfront cost of the jig pays for itself by virtually eliminating expensive overseas RMAs and brand damage.
How does pcbagroup track quality if a defective batch of components is discovered during assembly?
We eliminate “Quality Amnesia” by using a fully integrated MES (Manufacturing Execution System). Every PCB and component batch is tracked via barcode/RFID. If a defect is discovered, our reverse-traceability system allows us to lock down the exact impacted batch within minutes. This means we can contain the issue immediately on the factory floor, preventing defective units from ever reaching your customers.
