Table of Contents
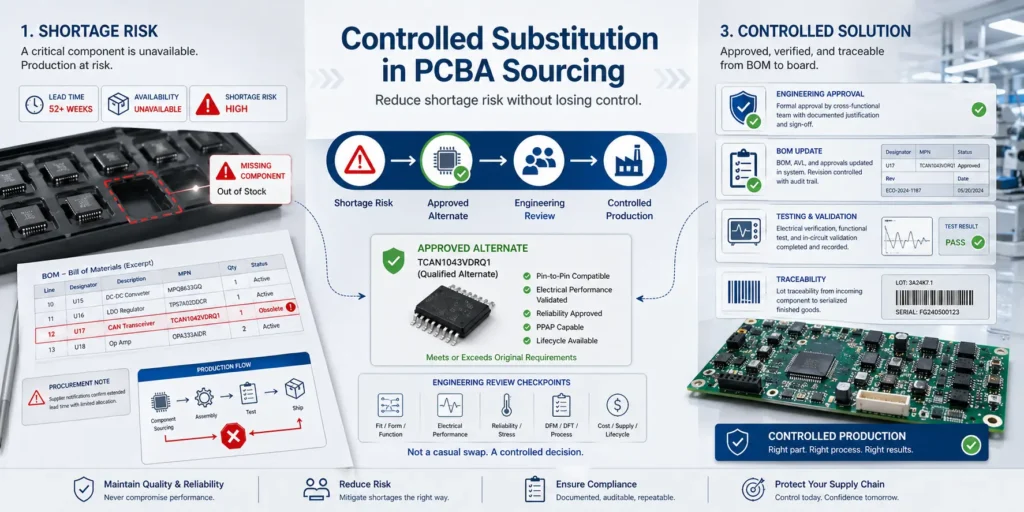
Approved Alternates in PCBA Sourcing: How to Reduce Shortage Risk Without Losing Control
Component shortages can hold up an entire PCB assembly project, even when the PCB design is complete, the Gerber files are ready, and the production plan seems straightforward.
In many cases, the problem is not the whole BOM. It may be one capacitor, one connector, one MOSFET, one power IC, one MCU, or one long-lead-time component that cannot be purchased in time.
For hardware engineers, procurement teams, and OEM buyers, the challenge is clear:
How do you reduce sourcing risk without allowing uncontrolled component substitution?
The solution is not simply to “find an equivalent part.” In professional PCBA sourcing, a safer and more reliable approach is to prepare and manage approved alternates.
Approved alternates give your PCBA supplier more sourcing flexibility while keeping engineering control in place. When handled correctly, they can reduce production delays, avoid emergency purchasing, strengthen BOM resilience, and protect product quality. When handled poorly, they can introduce new risks, including functional failure, footprint mismatch, unstable performance, compliance problems, poor traceability, and silent substitution.
This guide explains what approved alternates are, why they matter in PCB assembly projects, how to classify substitution risk, what must be checked before approval, and how buyers can work with a PCBA supplier to reduce shortage risk without losing control.
What Are Approved Alternates in PCBA Sourcing?
An approved alternate is a component that has been reviewed and accepted as a controlled replacement for the primary manufacturer part number in a BOM.
It is not just a similar part.
It is not just a distributor suggestion.
It is not just a cheaper option.
It is not simply a component with the same package and value.
An approved alternate should meet the electrical, mechanical, functional, compliance, manufacturing, and sourcing requirements of the specific PCBA project.
In practical terms, an approved alternate is a controlled engineering and sourcing decision—not a last-minute purchasing shortcut.
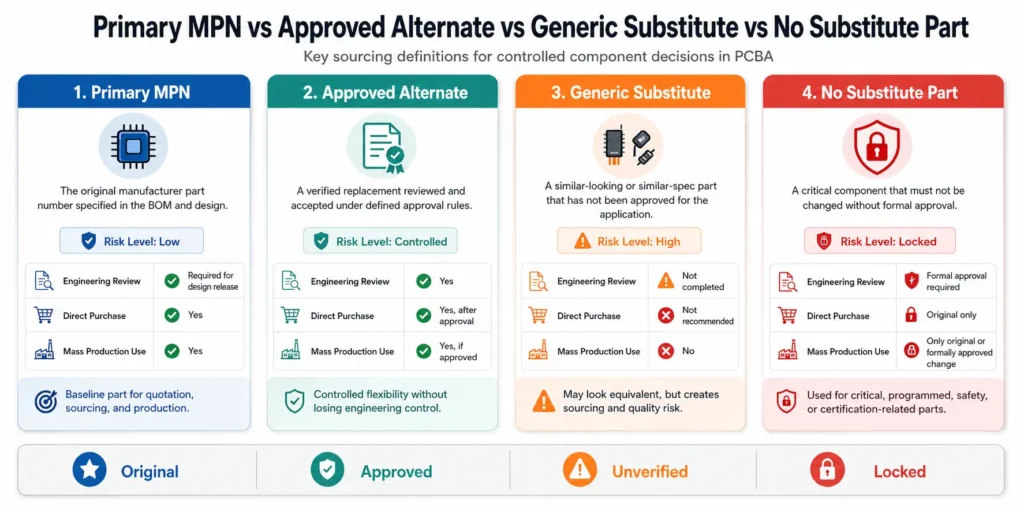
Primary MPN vs Approved Alternate vs Generic Substitute
Understanding the difference between these terms is the starting point for any controlled alternate strategy.
| Term | Meaning | Risk Level |
|---|---|---|
| Primary MPN | The preferred manufacturer part number specified in the original design BOM | Lowest if available |
| Approved Alternate | A verified replacement that can be used under defined approval rules | Controlled risk |
| Generic Substitute | A similar-looking or similar-spec component that has not been approved for the application | High risk |
| Distributor Suggested Replacement | A part recommended by a distributor or sourcing platform | Candidate only; not automatically approved |
| No Substitute Part | A critical component that cannot be changed without formal approval | Must be strictly controlled |
A primary MPN represents the original design intent. It is the baseline for quotation, sourcing, assembly, testing, and production planning.
An approved alternate is a controlled “Plan B.” It has been reviewed against the project’s requirements and can be used only under defined conditions.
A generic substitute is different. It may share some basic specifications with the original part, but it has not been verified for the actual circuit, PCB footprint, production process, or product environment.
That difference matters.
A generic substitute may have the same package and value but a different temperature coefficient, dielectric material, ESR, switching behavior, pinout, firmware compatibility, or reliability profile. In PCBA production, those differences may not appear until functional testing, environmental testing, or field use.
The real distinction is not similarity. It is control and verification.
Approved Alternates vs AVL: What Is the Difference?
Approved alternates are related to an AVL, but they are not the same thing.
An AVL, or Approved Vendor List, defines where components may be purchased from. It usually controls approved manufacturers, authorized distributors, approved supply channels, and sometimes country or brand restrictions.
An approved alternate defines which component may replace the primary MPN for a specific BOM line item.
| Concept | Main Question It Answers | Example |
|---|---|---|
| AVL | Where can we buy from? | Approved manufacturers and authorized distributors |
| Approved Alternate | What can we use instead? | Alternate MPN for a specific BOM item |
A strong sourcing strategy needs both.
For example, a BOM may allow an alternate MPN, but the buyer may still require that the part be purchased only from authorized distributor channels. This helps reduce counterfeit risk and maintain traceability.
The part itself must be approved, and the sourcing channel must also be controlled.
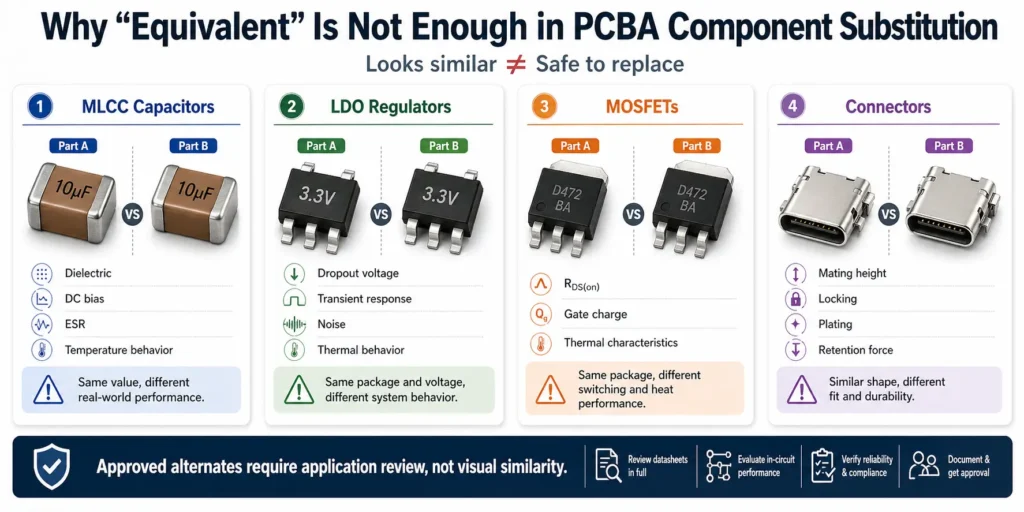
Why “Equivalent Component” Is Not Enough for PCBA Production
In PCBA sourcing, the word “equivalent” is often too vague.
A component may appear equivalent because it has:
- the same nominal value
- the same package size
- a similar voltage rating
- a similar function description
- a distributor recommendation
- a similar application category
For professional PCB assembly, that is not enough. The replacement must be reviewed in the context of the actual circuit, production process, and product requirements.
Example 1: MLCC Capacitors
Two MLCC capacitors may both be listed as 10µF in the same package, but they may differ in:
- voltage rating
- dielectric material
- DC bias behavior
- temperature characteristics
- ESR
- aging behavior
- failure mode
- manufacturer reliability
In a power filtering circuit or high-frequency application, these differences may affect stability, ripple, noise, and long-term reliability.
Example 2: LDO Regulators
Two LDOs may have the same output voltage and package, but they may differ in:
- dropout voltage
- noise performance
- transient response
- output capacitor requirements
- thermal behavior
- enable logic
- protection features
In a sensitive analog or RF circuit, those differences can cause unstable operation or degraded performance.
Example 3: MOSFETs
Two MOSFETs may share the same package, but differ in:
- RDS(on)
- gate charge
- threshold voltage
- switching loss
- thermal resistance
- avalanche rating
- safe operating area
In a power circuit, these differences can affect heat, efficiency, switching performance, and reliability.
Example 4: Connectors
Two connectors may look mechanically similar, but differ in:
- mating height
- locking structure
- plating material
- insertion force
- retention force
- current rating
- reflow temperature tolerance
- mating cycle life
A connector substitution may pass visual inspection but fail during assembly, enclosure fitting, transport, or customer use.
Approved alternates must be reviewed based on the real application, not only catalog-level parameters.
Why Approved Alternates Matter in PCB Assembly Projects
Approved alternates matter because component sourcing affects more than cost. It affects schedule, production readiness, quality, testing, delivery, and long-term product reliability.
In turnkey and partial-turnkey PCBA projects, the supplier often supports component sourcing. This can reduce coordination work and improve response speed, but it also requires clear substitution rules.
Your PCBA supplier should know:
- which parts can have approved alternates
- which parts require customer approval
- which parts must be marked “No Substitute”
- which sourcing channels are allowed
- what testing is required after substitution
- how the BOM revision should be updated
- how the production lot should be traced
Without these rules, sourcing flexibility can quickly become uncontrolled substitution.
Component Shortages Can Delay the Entire PCBA Build
PCBA production depends on material readiness.
Even if 99% of the BOM is available, one missing component can delay SMT assembly, manual soldering, programming, testing, packaging, and shipment.
Common shortage-related issues include:
- one IC with a long lead time
- one connector unavailable in the required quantity
- one passive component available only in partial stock
- one programmed part missing from a customer-supplied kit
- one part already marked EOL or NRND
- one component available only through non-authorized channels
A common misunderstanding is that only expensive ICs cause serious delays. In reality, a low-cost component can still block the entire build if it is required for assembly.
Most PCBA production orders require material completeness before they can be released to the SMT line. If one required component is missing, partial assembly may create extra handling, rework, storage, and traceability risks.
Approved alternates help prevent one shortage item from stopping the full project.
Long Lead Times Create Cost, Schedule, and Inventory Risk
Long lead time is another form of shortage risk.
When a component has a long lead time, buyers may be forced to:
- order much earlier than planned
- accept higher MOQ
- hold excess inventory
- pay a higher spot-market price
- delay the production schedule
- accept split shipments
- redesign the board
- approve an alternate under time pressure
The worst time to approve an alternate is during a production emergency.
At that point, there may not be enough time for proper datasheet review, sample validation, functional testing, or customer approval. This increases the chance of hidden failure.
Approved alternates are most valuable when they are prepared during RFQ, NPI, pilot run, or pre-production review—not after a shortage has already delayed production.
Single-Source Components Increase Production Vulnerability
Some components are naturally difficult to replace.
Examples include:
- MCU and processor parts
- RF ICs and wireless modules
- memory devices
- custom connectors
- calibrated sensors
- power management ICs
- programmed components
- safety-critical components
- certification-related components
If these parts are single-source, the entire project becomes more vulnerable.
A single-source component may become unavailable because of:
- manufacturer production issues
- EOL or LTB notice
- allocation
- quality incident
- distributor stock depletion
- unexpected demand surge
For high-risk single-source components, an alternate may not always be easy. In some cases, the better strategy is to identify the risk early, secure buffer stock, confirm lifecycle status, or plan a future design revision.
The key is to identify the risk before production is affected.
Approved Alternates Help Buyers Move Faster Without Losing Control
The value of approved alternates is not that they allow random replacement. Their value is that they create a controlled path for faster sourcing decisions.
Approved alternates help buyers achieve three practical goals.
Faster response:
When a primary part becomes unavailable, the sourcing team does not need to restart the entire engineering review process from zero. They can use a pre-approved option under defined rules.
Engineering control:
The substitution has already been reviewed against the design, PCB footprint, performance requirements, compliance needs, and manufacturing process.
Commercial flexibility:
Having more than one qualified sourcing option can improve lead time, reduce shortage pressure, and sometimes improve cost stability.
The best alternate strategy balances sourcing flexibility with engineering discipline.
Which Components Can Usually Have Approved Alternates?
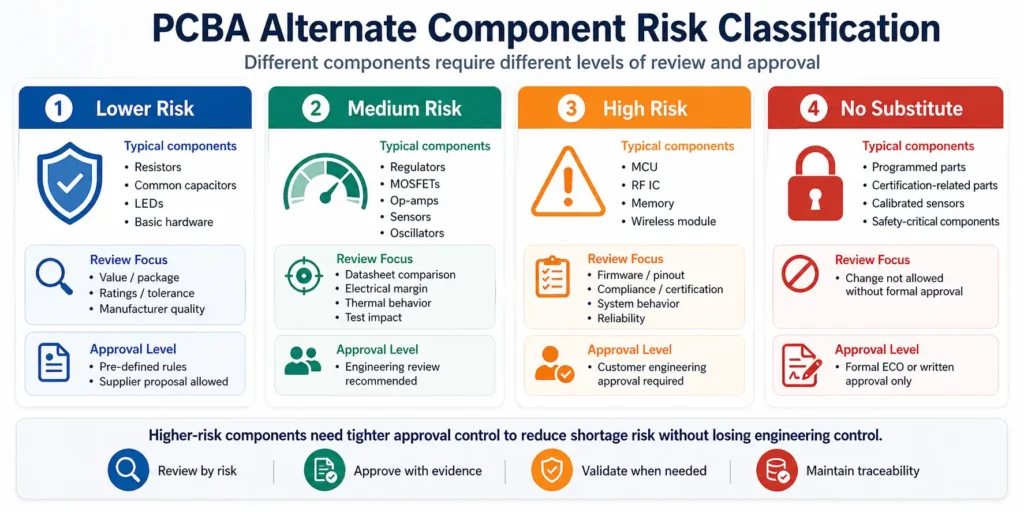
Not all components carry the same substitution risk.
A practical PCBA sourcing strategy should classify BOM items by risk level.
PCBA Alternate Component Risk Classification
| Risk Level | Typical Components | Main Review Focus | Approval Requirement |
|---|---|---|---|
| Lower Risk | Standard resistors, common MLCCs, simple LEDs, basic hardware, some standard connectors | Value, package, tolerance, rating, temperature range, manufacturer quality | May use pre-approved rules if clearly defined |
| Medium Risk | MOSFETs, regulators, op-amps, sensors, oscillators, relays, protection devices, power inductors | Datasheet comparison, thermal behavior, electrical margin, footprint, test impact | Engineering review recommended |
| High Risk | MCU, FPGA, RF ICs, memory, wireless modules, safety-critical parts, programmed components | Firmware, pinout, compliance, certification, system behavior, reliability | Customer engineering approval required |
| No Substitute | Certification-related, calibrated, programmed, safety-critical, custom, or unique parts | Must not be changed without formal ECO or written approval | Locked unless formally approved |
Lower-Risk Parts: Passives, Standard Connectors, Common LEDs
Lower-risk components are usually standardized parts with simple functions and many available suppliers.
Examples include:
- standard resistors
- common MLCC capacitors
- simple inductors
- common LEDs
- ferrite beads
- basic mechanical hardware
- some standard connectors
However, “lower risk” does not mean “no risk.”
Even passive components should be checked for:
- value
- tolerance
- package size
- voltage rating
- current rating
- power rating
- temperature range
- dielectric material
- ESR or impedance where relevant
- manufacturer reliability
- packaging format for SMT assembly
Replacing a general capacitor in a non-critical location may be straightforward. Replacing a capacitor in a power rail, timing circuit, RF circuit, or high-frequency filter requires more careful review.
For connectors, check not only pin count and pitch, but also mating height, plastic body temperature rating, plating, retention force, and mechanical clearance.
Medium-Risk Parts: Power, Timing, Sensors, Op-Amps, MOSFETs
Medium-risk components directly affect power behavior, timing accuracy, signal conditioning, sensing, or switching performance.
Examples include:
- LDO regulators
- switching regulators
- MOSFETs
- IGBTs
- op-amps
- comparators
- crystal oscillators
- sensors
- relays
- optocouplers
- protection devices
- power inductors
These parts require deeper review because small parameter differences can affect system performance.
For power components, review:
- input/output voltage range
- output current
- efficiency
- dropout voltage
- thermal resistance
- transient response
- protection functions
- compensation requirements
- EMI impact
- switching frequency
For timing and analog components, review:
- frequency accuracy
- load capacitance
- stability
- bandwidth
- slew rate
- input offset voltage
- noise density
- linearity
- response time
For MOSFETs, review:
- RDS(on)
- gate charge
- Vgs threshold
- switching loss
- package thermal performance
- safe operating area
Medium-risk alternates often require datasheet comparison, and many should be validated through sample testing or a pilot build before release.
High-Risk Parts: MCU, RF, Memory, Safety-Critical and Programmed Components
High-risk components should not be substituted casually.
Examples include:
- MCU
- CPU
- FPGA
- memory IC
- RF IC
- wireless module
- programmed IC
- calibrated sensor
- safety-critical component
- automotive or industrial critical component
- certification-related component
For these parts, even a small change may affect firmware, timing, RF performance, communication behavior, certification, or long-term reliability.
For example:
- Replacing an MCU may require firmware changes, toolchain changes, driver updates, or new validation.
- Replacing an RF component may affect impedance matching, antenna performance, EMI, and certification.
- Replacing memory may affect timing, compatibility, and firmware stability.
- Replacing a safety-related component may require customer approval or requalification.
For high-risk parts, the default rule should be clear:
Do not substitute without formal customer engineering approval.
Components That Should Be Marked “No Substitute”
Some components should be locked unless a formal approval process is completed.
Typical “No Substitute” components include:
- programmed MCU
- memory with customer firmware or data
- RF front-end components
- wireless modules
- precision analog components
- calibrated sensors
- safety-critical protection components
- certification-related components
- custom transformers or inductors
- unique connectors
- customer-supplied key components
- components selected for long-term reliability validation
Do not leave these parts ambiguous in the BOM.
Mark them clearly as:
- No Substitute
- Critical Part
- Customer Approval Required
- Engineering Approval Required
- Authorized Channel Only
- Programmed Part
- Certification-Related Part
Clear marking prevents purchasing or production teams from making risky assumptions under time pressure.
What Must Be Checked Before Approving an Alternate Component?
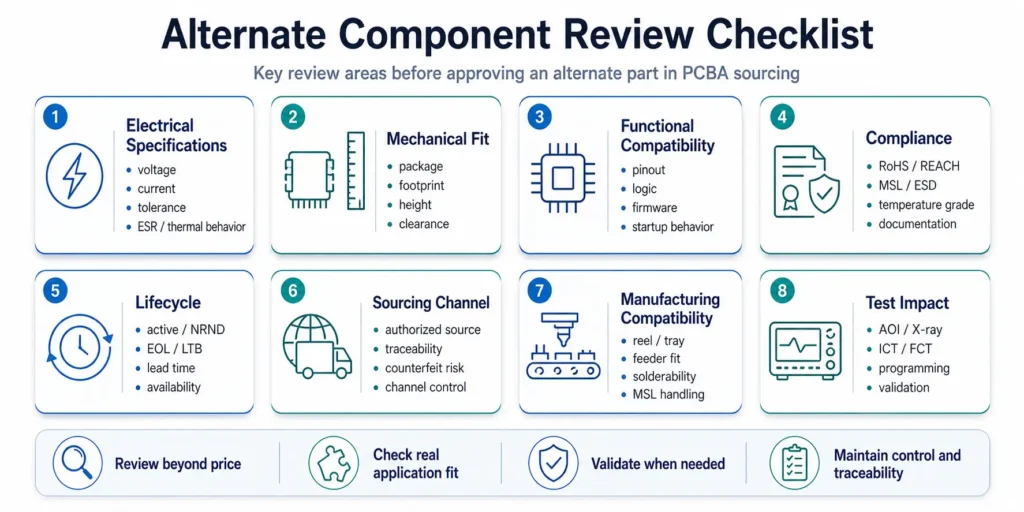
Alternate Component Review Checklist
| Review Area | What to Check | Why It Matters |
|---|---|---|
| Electrical specifications | Voltage, current, power, tolerance, frequency, ESR, noise, thermal behavior | Prevents performance and reliability issues |
| Mechanical fit | Package, footprint, height, pin pitch, orientation, clearance | Prevents assembly and enclosure problems |
| Functional compatibility | Pinout, logic, firmware, interface, startup behavior | Prevents system-level failure |
| Compliance | RoHS, REACH, MSL, ESD, temperature grade, customer requirements | Prevents export, regulatory, and handling issues |
| Lifecycle | Active, NRND, EOL, LTB, long-term availability | Avoids replacing one risky part with another |
| Sourcing channel | Authorized distributor, traceability, counterfeit risk | Protects material authenticity |
| Manufacturing compatibility | Reel/tray/tube, feeder compatibility, reflow profile, attrition | Protects production efficiency and yield |
| Test impact | AOI, X-ray, ICT, FCT, programming, customer validation | Confirms the alternate works in the actual product |
Electrical Specifications
Electrical review is the foundation of alternate approval.
Depending on the component type, the team may need to check:
- nominal value
- tolerance
- voltage rating
- current rating
- power rating
- frequency range
- speed or bandwidth
- leakage current
- ESR / ESL
- RDS(on)
- gate charge
- thermal resistance
- accuracy
- noise performance
- isolation voltage
- ESD rating
For simple components, this review may be quick. For active components, power devices, RF parts, and timing components, it often requires a deeper datasheet comparison.
Do not compare only the first page of the datasheet. Important differences may appear in curves, application notes, thermal data, output capacitor requirements, and operating condition tables.
Mechanical Fit and PCB Footprint Compatibility
A component can be electrically acceptable but mechanically unsuitable.
Check:
- package size
- land pattern compatibility
- pin count
- pin pitch
- component height
- polarity marking
- pin 1 orientation
- connector mating direction
- keep-out area
- enclosure clearance
- reflow profile compatibility
A connector with the same pin count and pitch may still fail if the mating height, latch structure, or plastic body size is different.
For SMT components, even small footprint differences can affect solder joint quality, tombstoning risk, inspection results, or placement stability.
Pinout and Functional Compatibility
For ICs, modules, sensors, and multi-pin components, pinout compatibility is critical.
Two parts may share the same package but have different:
- pin assignments
- enable logic
- communication interface
- I2C address
- startup timing
- register map
- firmware requirements
- output behavior
- internal protection functions
An alternate sensor may use the same interface but different calibration data or register behavior. A memory device may require firmware timing adjustments. An IC may be pin-compatible but not software-compatible.
For complex parts, the original design engineer or customer engineering team should review the alternate before approval.
Environmental and Compliance Requirements
Alternates must meet the product’s environmental, regulatory, and customer-specific requirements.
Check:
- RoHS
- REACH
- halogen-free requirements if required
- temperature grade
- industrial or automotive grade if required
- MSL level
- ESD sensitivity
- flammability rating where relevant
- customer restricted substance rules
- documentation requirements
MSL is especially important for moisture-sensitive components. If the alternate has a higher MSL level, the factory may need stricter storage, floor life control, and baking before reflow. If this is ignored, soldering defects or internal package damage may occur.
Lifecycle, Availability, and Authorized Channel
An alternate is not useful if it carries the same sourcing risk as the primary part.
Before approval, check:
- active production status
- NRND status
- EOL notice
- LTB notice
- manufacturer support
- current stock
- lead time
- MOQ
- price stability
- long-term availability
- distributor availability
Avoid using an alternate that is also obsolete, single-source, or available only through uncertain channels.
During shortages, open-market sourcing may look attractive, but it can introduce counterfeit, refurbished, relabeled, or poorly stored components.
For professional PCBA projects, approved alternates should include sourcing channel rules such as:
- authorized distributor only
- original manufacturer channel
- customer-approved vendor list
- traceable supply source
- no open-market purchase without approval
Manufacturing Compatibility
A part may be technically acceptable but difficult to assemble.
Check:
- reel, cut tape, tray, tube, or bulk packaging
- SMT feeder compatibility
- minimum order quantity
- attrition quantity
- pick-and-place stability
- polarity marking clarity
- solderability
- MSL handling
- baking requirement
- reflow profile suitability
- AOI visibility
Tube-packaged or short cut-tape components may slow down production. A part with unclear polarity marking may increase placement risk. A moisture-sensitive component may require special storage and baking.
Approved alternates should support both the product design and the manufacturing process.
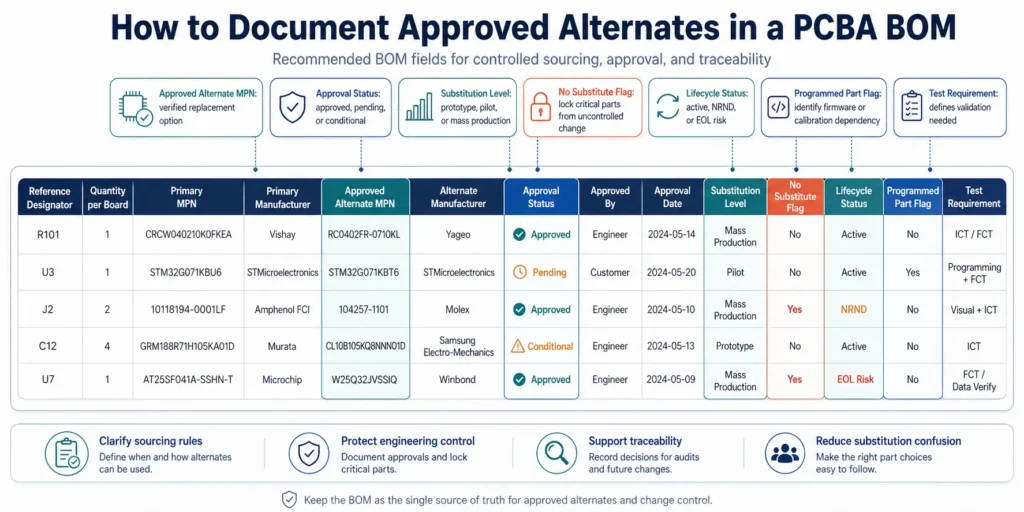
How to Document Approved Alternates in a PCBA BOM
A BOM should not only tell the supplier what to buy. It should also tell the supplier how sourcing decisions must be controlled.
If approved alternates are not documented clearly, the project may depend on emails, assumptions, or verbal confirmation. That creates risk.
Recommended BOM Columns for Approved Alternates
| BOM Column | Purpose |
|---|---|
| Reference Designator | Identifies where each part is placed on the PCB |
| Quantity per Board | Prevents quantity and kitting errors |
| Primary MPN | Defines the preferred component |
| Primary Manufacturer | Avoids confusion between similar part numbers |
| Approved Alternate MPN | Lists verified replacement options |
| Alternate Manufacturer | Identifies the alternate source |
| Approval Status | Shows approved, pending, conditional, or rejected status |
| Approved By | Records engineering or customer approval responsibility |
| Approval Date | Supports traceability and review validity |
| Substitution Level | Defines prototype only, pilot run, emergency use, or mass production approval |
| Critical / No Substitute Flag | Locks high-risk parts from uncontrolled substitution |
| Sourcing Notes | Adds special conditions such as authorized channel only or use only if lead time exceeds a limit |
| Lifecycle Status | Flags active, NRND, EOL, or long-lead parts |
| MSL / ESD Notes | Supports correct storage and assembly handling |
| Programmed Part Flag | Prevents missing firmware, serial number, or calibration requirements |
| Customer-Supplied Flag | Clarifies sourcing responsibility |
| Test Requirement | Defines whether FCT, programming, thermal test, or customer validation is needed |
This structure helps the buyer, PCBA supplier, procurement team, production team, and quality team work from the same set of rules.
How to Mark Critical Parts and No-Substitute Items
Critical parts should not be buried in a general remarks column.
They should be clearly marked in a dedicated BOM field.
Recommended labels include:
- No Substitute
- Critical Part
- Customer Approval Required
- Engineering Approval Required
- Authorized Channel Only
- Programmed Part
- Safety-Critical Part
- Certification-Related Part
If a buyer does not want the supplier to replace a component, the BOM should say so directly.
Silence creates ambiguity. Ambiguity creates risk.
How to Separate Turnkey, Consigned, and Customer-Supplied Parts
Approved alternate control becomes especially important when sourcing responsibility is split.
A BOM should clearly identify whether each part is:
- supplier sourced
- customer supplied
- partial turnkey
- do not populate
- approved alternate allowed
- no substitute
For customer-supplied parts, the buyer should also provide:
- supplied quantity
- attrition allowance
- packaging format
- delivery schedule
- MSL handling information
- programming requirements if applicable
For supplier-sourced parts, the buyer should define:
- approved manufacturers
- allowed alternates
- restricted parts
- authorized channel requirements
- approval rules for shortages
This avoids confusion during quotation, purchasing, kitting, IQC, SMT assembly, and shortage resolution.
Why BOM Revision Control Matters When Alternates Change
When an alternate is approved, the BOM should be updated.
If the BOM is not updated, different teams may work from different assumptions:
- procurement may buy one part
- engineering may expect another
- IQC may inspect against outdated data
- production may receive conflicting instructions
- quality may lose traceability
- the customer may not know which part was used in which batch
Approved alternates should be linked to:
- BOM revision
- ECO record
- approval log
- quote revision
- purchase record
- production lot
- inspection record
- test record
The BOM should remain the single source of truth.
A Controlled Workflow for Approving Alternate Parts
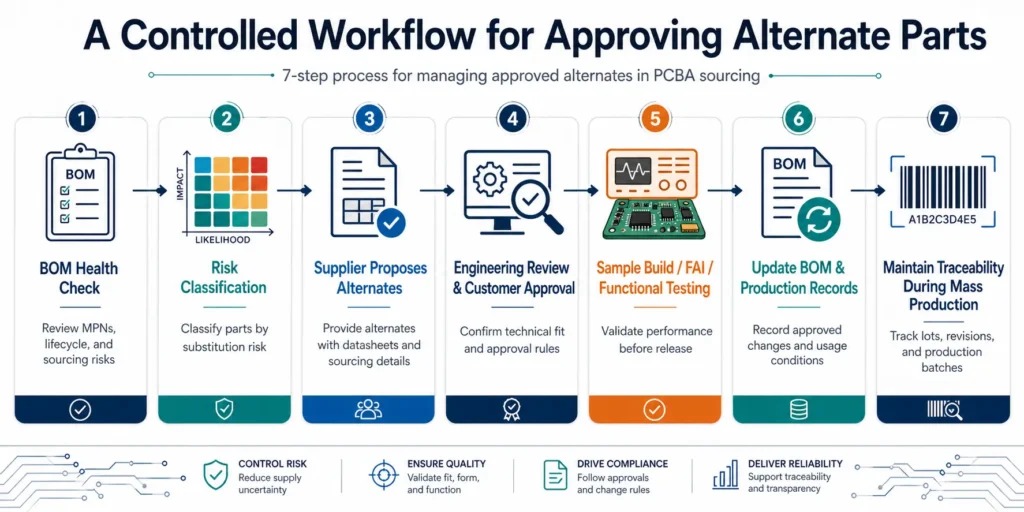
Step 1: BOM Health Check Before Quotation
The best time to identify sourcing risk is before quotation or at the beginning of NPI.
During BOM review, the PCBA supplier should check for:
- missing MPNs
- incomplete manufacturer names
- obsolete parts
- NRND parts
- long-lead components
- single-source components
- risky package choices
- unclear DNP / DNI items
- programmed parts
- moisture-sensitive parts
- customer-supplied key components
- missing approved alternates
This allows the buyer and supplier to identify risk before production pressure begins.
Step 2: Classify Each BOM Line by Substitution Risk
Not every part needs the same approval process.
A practical risk classification helps the team focus attention where it matters most.
| Risk Level | Suggested Action |
|---|---|
| Low risk | Supplier may propose alternates under predefined rules |
| Medium risk | Datasheet comparison and engineering review required |
| High risk | Customer engineering approval required |
| No substitute | Locked unless formal ECO or written approval is completed |
This prevents the team from spending too much time on low-risk commodity parts while protecting critical components.
Step 3: Supplier Proposes Alternates With Evidence
When a supplier proposes an alternate, the proposal should include enough technical and commercial information for a decision.
Useful information includes:
- primary MPN
- proposed alternate MPN
- manufacturer
- datasheet
- reason for substitution
- stock availability
- lead time
- MOQ
- price impact
- package comparison
- key electrical parameter comparison
- compliance status
- lifecycle status
- sourcing channel
- risk notes
- recommended approval level
A professional proposal should not simply say:
“Original part is unavailable. Please use this replacement.”
It should explain why the alternate is reasonable, what differences exist, and what still needs review.
Step 4: Engineering Review and Customer Approval
Approval authority should be defined before production.
Possible approval owners include:
- customer hardware engineer
- customer procurement team
- OEM engineering team
- PCBA supplier engineering team
- quality team
- compliance team
For low-risk parts, the buyer may allow the supplier to use pre-approved rules.
For medium-risk parts, engineering review is usually recommended.
For high-risk parts, written customer approval should be required.
A PCBA supplier can help identify and evaluate alternates, but final approval for critical components should remain with the responsible engineering owner.
Step 5: Sample Build, FAI, and Functional Testing
Some alternates can be approved based on documentation. Others require physical validation.
Depending on the component type and risk level, validation may include:
- sample build
- First Article Inspection
- AOI
- X-ray inspection
- ICT
- FCT
- firmware programming test
- power-on test
- thermal test
- RF test
- environmental test
- customer-side functional validation
Replacing a standard resistor may not require extensive testing. Replacing a regulator, sensor, RF component, oscillator, or MCU-related component usually requires deeper validation.
The goal is to find problems in a small controlled build before they become mass production failures.
Step 6: Update BOM, Quote, and Production Records
After approval, all related records should be updated.
At minimum, confirm:
- approved alternate MPN
- approved manufacturer
- approval owner
- approval date
- approved use condition
- BOM revision
- quote impact
- test requirement
- sourcing channel
- traceability requirement
Production documents should clearly show which part is allowed for the specific build.
This prevents confusion between purchasing, warehouse, IQC, production, quality, and customer communication.
Step 7: Maintain Traceability During Mass Production
Traceability matters because customers may need to know which component was used in which production batch.
For mass production, the supplier should be able to trace:
- component lot
- date code
- supplier source
- incoming inspection record
- production batch
- BOM revision
- test result
- shipment record
This is especially important when multiple approved alternates may be used across different production lots.
If a quality issue appears later, traceability helps identify affected batches faster and reduces the scope of investigation.
Common Mistakes When Using Approved Alternates
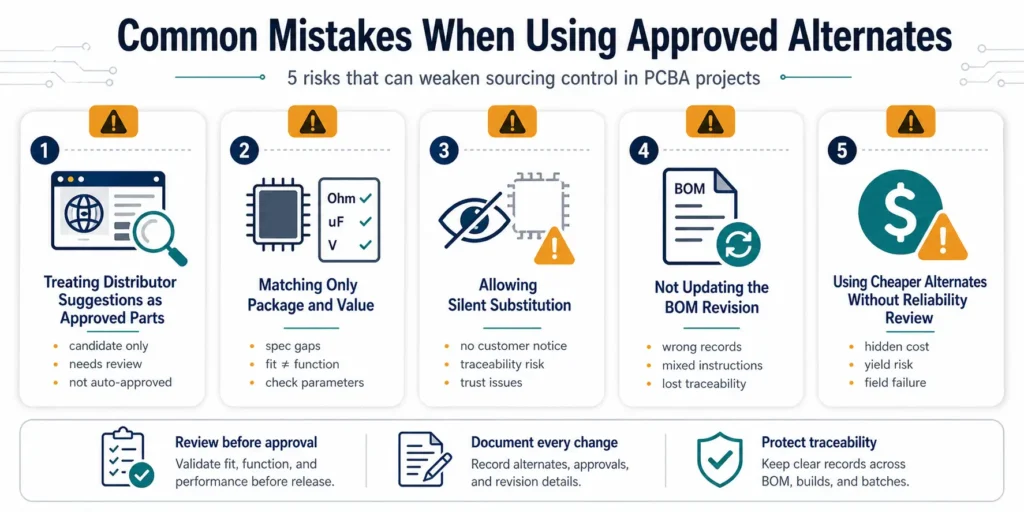
Mistake 1: Treating Distributor Suggestions as Approved Parts
Distributor recommendations can be useful, but they are not final approval.
A distributor or sourcing platform may suggest a replacement based on database matching. That suggestion may not consider:
- your PCB footprint
- your firmware
- your operating environment
- your test process
- your reliability requirements
- your compliance requirements
- your customer approval rules
A distributor suggestion should be treated as a candidate, not an approved component.
Mistake 2: Matching Only Package and Value
This is one of the most common mistakes.
Examples include:
- same capacitance, different dielectric
- same resistance, different power rating
- same package, different pinout
- same voltage, different derating behavior
- same connector style, different mating height
- same MOSFET package, different thermal performance
- same regulator output voltage, different transient response
A correct alternate review must go beyond value and footprint.
Mistake 3: Allowing Silent Substitution During Shortages
Silent substitution means a component is changed without informing or receiving approval from the customer.
This is a serious issue in professional PCBA sourcing.
It may solve a short-term purchasing problem, but it creates major long-term risk.
Silent substitution can cause:
- functional failure
- reliability problems
- compliance issues
- failed customer audits
- poor failure analysis
- broken traceability
- warranty disputes
- loss of customer trust
For overseas buyers, silent substitution is often more serious than a delay because it removes engineering control and damages supplier credibility.
A reliable PCBA supplier should not silently replace critical components.
The correct approach is transparent communication:
- Identify the shortage.
- Propose possible alternates.
- Provide technical and sourcing evidence.
- Confirm approval rules.
- Update BOM and records.
- Validate the build if needed.
This keeps the buyer in control while still allowing sourcing flexibility.
Mistake 4: Not Updating the BOM Revision After Approval
If an alternate is approved only by email but not reflected in the BOM or production record, future confusion is likely.
Problems may include:
- purchasing uses outdated part data
- IQC checks against the wrong BOM version
- production receives conflicting instructions
- the supplier cannot prove which part was used
- the customer cannot trace field failures properly
Every approved alternate should be connected to the correct BOM revision and production batch.
Mistake 5: Using Cheaper Alternates Without Reliability Review
Approved alternates can sometimes reduce cost, but cost should not be the only reason for substitution.
A cheaper part may create hidden costs through:
- lower yield
- rework
- field failure
- warranty claims
- extra testing
- delayed shipment
- customer complaints
- brand damage
The best alternate strategy balances cost, availability, performance, quality, reliability, and traceability.
Approved Alternates in Turnkey vs Consigned PCBA Projects
Turnkey PCBA
In turnkey PCBA, the supplier sources the components and manages material preparation.
This can reduce customer workload and improve sourcing speed. A supplier with strong sourcing capability can identify risky BOM items early and recommend potential alternates.
However, turnkey sourcing does not mean uncontrolled substitution.
The buyer should define:
- which parts can have approved alternates
- which parts require approval
- which parts are no substitute
- which channels are acceptable
- how changes are recorded
- what testing is required
Turnkey sourcing works best when the supplier has both sourcing capability and engineering discipline.
Consigned PCBA
In consigned PCBA, the customer provides all components.
This gives the customer direct control over part selection, sourcing channel, and material cost. It also means the customer carries more responsibility for shortages, packaging format, attrition, and material readiness.
If one customer-supplied component is missing and no alternate has been approved, production may be delayed.
For consigned projects, customers should prepare alternates before sending the kit to the factory.
Partial-Turnkey PCBA
Partial-turnkey is common when customers want to supply key components while the PCBA supplier sources standard parts.
This model can work well, but responsibility must be clearly defined.
For example:
- customer supplies MCU, RF module, memory, or special connector
- supplier sources passives, standard ICs, and common hardware
- customer approves alternates for critical parts
- supplier may propose alternates for lower-risk parts
- both sides confirm attrition and shortage rules before production
A clear BOM prevents confusion later.
How PCBAgroup Helps Buyers Reduce Shortage Risk Without Losing Control
For overseas buyers working with a PCBA manufacturer in China, sourcing speed is important. Speed alone, however, is not enough.
A good PCBA partner should help identify risks early, propose practical sourcing options, and keep changes controlled.
BOM Review Before Quotation
Before quotation, PCBAgroup can help review the BOM for sourcing and production risks, including:
- incomplete MPNs
- unclear manufacturer names
- package mismatch risk
- long-lead components
- obsolete or NRND parts
- single-source components
- missing alternates
- critical parts that should be marked no substitute
- customer-supplied parts
- programmed parts
- moisture-sensitive parts
This helps buyers receive a more realistic quote and avoid schedule surprises after the order is placed.
Sourcing Support With Engineering Control
As a Shenzhen-based PCBA manufacturer, PCBAgroup can support turnkey and partial-turnkey component sourcing.
That support should never mean uncontrolled part changes.
Alternate recommendations should be reviewed based on:
- datasheet comparison
- application risk
- availability
- lifecycle status
- authorized channel
- manufacturing compatibility
- customer approval requirements
The goal is not simply to find “a part that fits.”
The goal is to find a controlled sourcing solution that protects both the schedule and the product design.
Engineering Review Before Substitution
PCBAgroup helps identify sourcing risks and provide practical recommendations, but critical substitutions should still follow engineering approval rules.
For medium- and high-risk components, review may include:
- electrical parameter comparison
- package and footprint review
- pinout comparison
- thermal and power margin review
- compliance check
- test impact assessment
- customer approval confirmation
This helps prevent sourcing decisions from becoming quality problems.
Incoming Inspection and Production Traceability
Even after an alternate is approved, incoming inspection remains important.
IQC may check:
- part number
- manufacturer
- package
- quantity
- marking
- date code
- packaging condition
- moisture-sensitive label
- supplier documentation
- match with approved BOM records
For assembled boards, inspection and testing may include SPI, AOI, X-ray, ICT, FCT, programming, and final quality checks depending on the board design and project risk.
Production traceability helps connect material records, production lots, inspection results, and shipment information.
Support From Prototype to Mass Production
Approved alternate strategy changes by project stage.
Prototype stage:
The priority is speed, design learning, and functional validation. Alternates may help complete prototypes faster, but the buyer should still know exactly what was changed.
Pilot run stage:
The priority is process stability, sourcing readiness, and test coverage. This is a good stage to validate alternates before mass production.
Mass production stage:
The priority is consistency, traceability, cost control, and long-term supply security. At this stage, approved alternates should be controlled through BOM revision, purchasing records, production records, and quality inspection.

What Buyers Should Send for Controlled Alternate Approval
BOM Information
Include:
- complete MPN
- manufacturer name
- reference designator
- quantity per board
- package / footprint
- approved alternate MPN
- alternate manufacturer
- no substitute marking
- customer-supplied part marking
- programmed part marking
- MSL / ESD notes
- lifecycle concerns if known
- authorized channel requirement if applicable
Design and Assembly Files
Send:
- Gerber or ODB++
- BOM
- centroid / pick-and-place file
- assembly drawing
- polarity and orientation notes
- test requirements
- programming files if needed
- special quality requirements
All file versions should match. Mixed revisions are a common cause of sourcing, assembly, and inspection errors.
Sourcing Rules
Clarify:
- authorized distributor requirement
- approved manufacturer list
- restricted brands
- restricted regions or countries if applicable
- open-market purchasing policy
- shortage escalation process
- alternates allowed or not allowed
- customer-supplied part responsibility
- attrition rules
Approval Rules
Define:
- who can approve alternates
- which parts require written approval
- which parts are no substitute
- whether the supplier may propose alternates
- what evidence must be provided
- when sample testing is required
- whether FCT or customer-side validation is required
- how BOM revisions should be updated
This information helps the supplier quote more accurately and respond faster when sourcing issues appear.
Practical Example: Controlled vs Uncontrolled Substitution
Imagine a PCBA project for an industrial control board.
The BOM includes:
- one MCU
- one power regulator
- several MOSFETs
- standard resistors and capacitors
- connectors
- LEDs
- one programmed memory device
During sourcing, the primary power regulator has a long lead time.
Uncontrolled Approach
The sourcing team finds a similar regulator online and buys it quickly.
The package appears correct, but the startup behavior and thermal performance are different. The board passes basic assembly inspection but fails during functional testing under load.
The project loses time, and the root cause is difficult to trace.
Controlled Approach
The supplier flags the regulator as a medium-risk shortage item during BOM review.
The supplier proposes two alternate MPNs with datasheets, lead time, price, lifecycle status, sourcing channel, and key parameter comparison.
The customer engineer reviews the alternates and approves one for pilot run only.
The supplier updates the BOM revision, purchases from an approved channel, performs IQC, assembles the pilot batch, and runs functional testing.
After successful validation, the alternate is approved for mass production with traceability records.
The difference is not only the component. The difference is the control process.
FAQ
Are approved alternates always cheaper?
No. Approved alternates are not always cheaper.
Their main purpose is to reduce sourcing risk and improve production flexibility. Sometimes an alternate may cost more than the primary part but still protect the schedule by avoiding long lead times or production delays.
Can a PCBA supplier choose alternate parts without asking the customer?
For critical parts, no.
A supplier should not replace critical components without approval. The buyer and supplier should define substitution rules before production. Low-risk parts may be handled with pre-approved rules, but medium- and high-risk parts usually require engineering review or customer approval.
What is the difference between a drop-in replacement and an approved alternate?
A drop-in replacement usually means the part can physically and functionally replace the original part without PCB redesign.
An approved alternate means the part has been reviewed and accepted under the project’s sourcing, engineering, quality, and production control rules.
A drop-in replacement may still need formal approval before use.
Should passive components also have approved alternates?
Yes, especially for high-volume production or shortage-prone parts.
Even passive components should be checked for value, tolerance, package, voltage rating, power rating, temperature range, dielectric material, and application requirements.
For non-critical passives, pre-approved manufacturer rules may be enough. For sensitive circuits, deeper review may be needed.
When should approved alternates be prepared?
The best time is during RFQ, BOM review, NPI, or pre-production planning.
Waiting until a shortage happens can force rushed decisions and increase risk.
What does “No Substitute” mean in a BOM?
“No Substitute” means the component cannot be replaced without formal approval.
This marking is usually used for critical parts such as MCU, RF devices, programmed components, safety-related parts, certification-related components, or parts with special performance requirements.
