Table of Contents
How to Choose the Right PCBA Manufacturer: A Practical Guide for Engineers and Buyers
Choosing a PCBA manufacturer is not just a purchasing task. It shapes product quality, launch timing, engineering efficiency, and the real cost of getting a product into production.
For engineers and procurement teams, the difficulty is rarely finding a supplier willing to quote. The harder part is identifying a manufacturer that can build the product reliably, review risks before they become failures, communicate clearly, and support the project from prototype through repeat production.
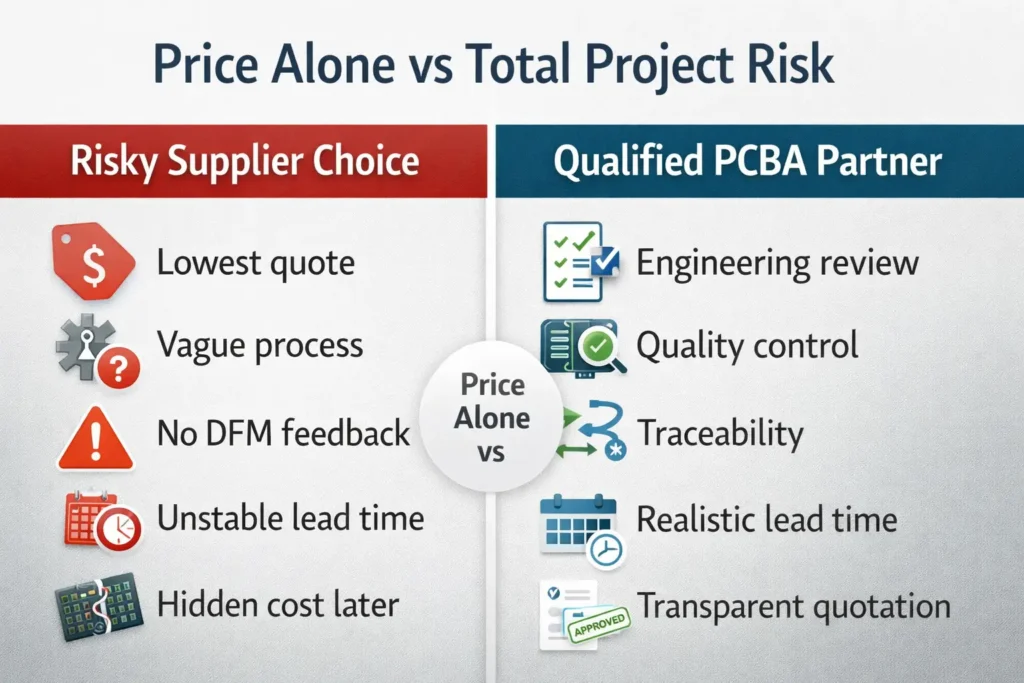
That distinction matters even more when you are sourcing from overseas. A low quote may look attractive at first glance, but if the supplier lacks engineering review, weakens traceability, leaves test scope undefined, or cannot manage material risk, the actual cost shows up later in rework, delays, shortages, and avoidable project friction.
This guide explains how to evaluate a PCB assembly manufacturer from both the engineering and procurement side, with a practical focus on capability, quality control, lead time, sourcing model, quote transparency, and the kind of communication that separates a basic assembler from a true manufacturing partner.
Why Choosing the Right PCBA Manufacturer Is a Risk-Control Decision
Why the lowest quote is not always the lowest total cost
One of the easiest mistakes in supplier selection is treating the lowest quote as the best value. In PCBA, an unusually low price often does not remove cost. It pushes cost downstream and hides it until the project is already in motion.
A supplier can only quote far below the market by squeezing margin somewhere: material quality, sourcing discipline, engineering support, test depth, schedule flexibility, or change management. Those compromises rarely appear in the first quotation. They surface later as extra charges, engineering change friction, expedite fees, higher defect rates, or field failures.
Low pricing can also reflect risky sourcing behavior. If parts are bought through uncontrolled channels, the short-term savings can easily be wiped out by warranty claims, replacements, production delays, or reputational damage. In the same way, a quote built on perfect assumptions leaves no room for design changes, supply-chain disruption, or process adjustment. Once reality interferes, total project cost rises fast.
A better question is not, “Who is cheapest?” It is, “Who is pricing the job in a way that reflects the true cost of building it properly?”
What goes wrong when a supplier can only build to print
Build-to-print used to sound efficient. In practice, a supplier that only follows files without engineering judgment can become a major source of risk.
If the manufacturer does not review manufacturability before production, design issues pass straight into the factory: poor component spacing, weak thermal assumptions, missing test points, footprint mismatches, awkward panelization, or components already heading toward obsolescence. By the time those issues are discovered on the line, the cost of fixing them is far higher than it would have been during review.
The same problem appears on the sourcing side. A passive supplier may not flag long-lead parts, lifecycle risk, or practical substitute options until purchasing stalls. At that point, your schedule depends on last-minute workarounds instead of a controlled plan.
A capable supplier should not act as a machine that accepts files and starts building. It should function as an engineering checkpoint, using DFM feedback and supply-chain insight to catch avoidable problems before they reach production.
Why this decision matters more for NPI, high-mix, and reliability-sensitive products
The cost of choosing poorly rises sharply in three situations: NPI, high-mix production, and reliability-sensitive products.
In NPI, design changes are frequent, assumptions are still being tested, and speed matters. The supplier must be flexible, responsive, and comfortable dealing with imperfect early-stage documentation. A factory built only for stable, repetitive volume work can slow the entire development cycle.
In high-mix production, the challenge shifts to changeover efficiency, material control, traceability, and consistency across many SKUs or small lots. Suppliers without strong internal systems often struggle here, which leads to errors, lower throughput, and operational noise.
For medical, automotive, industrial, or other reliability-sensitive applications, the stakes are higher still. Traceability, controlled processes, inspection discipline, and test integrity are not nice-to-have features. They are the baseline. A cost-led supplier with weak quality culture is a serious liability in these categories.
Define Your Project Requirements Before Comparing Suppliers
Prototype, NPI, low-volume, and mass production are not the same sourcing problem
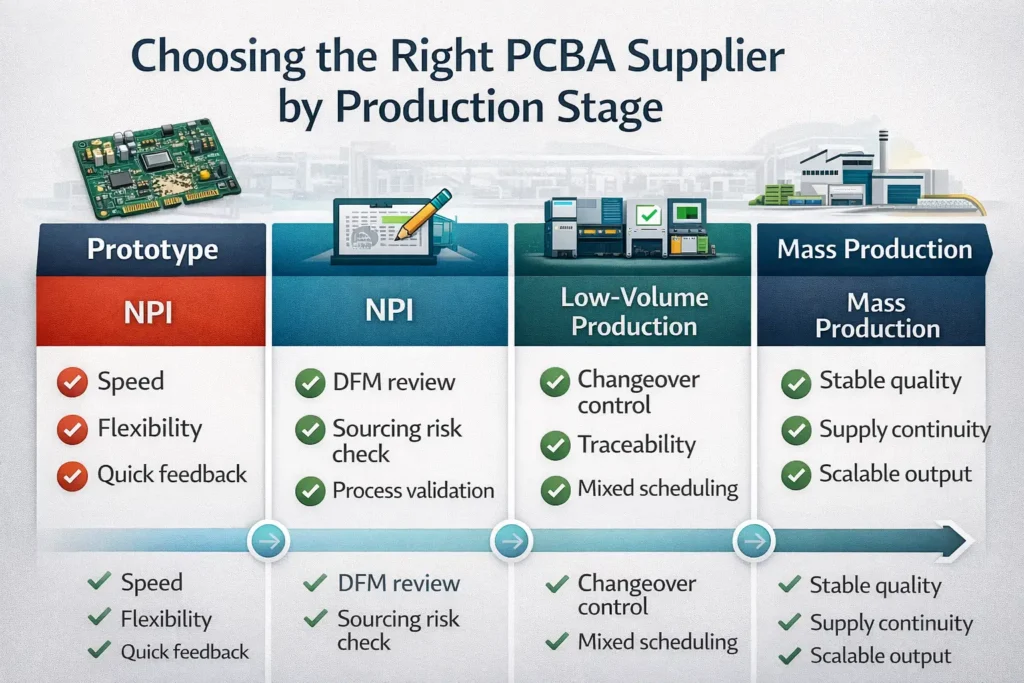
Different production stages demand different supplier strengths.
At the prototype stage, speed and flexibility usually matter most. The design may still be rough, the BOM may not be optimized, and the goal is fast learning. The right supplier here is one that can move quickly, handle small builds without friction, and give useful technical feedback rather than simply assemble what was sent.
NPI sits between prototype and volume production, which makes it more demanding. At this stage, the supplier needs to support manufacturability review, supply-chain screening, process validation, and a smooth path toward a more stable build. The best NPI suppliers are not just fast. They are organized enough to bridge engineering intent and manufacturing reality.
Low-volume production requires a different balance. The supplier still needs flexibility, but now efficiency, repeatability, and material discipline matter more. High-mix, low-volume work especially rewards factories that can manage frequent changeovers without losing control.
Mass production is different again. Here, the priorities shift toward consistency, capacity, traceability, supply continuity, and cost optimization at scale. The best fit is usually a supplier with mature quality systems, predictable output, and a stable sourcing network.
Product complexity: BGA, fine-pitch, mixed technology, testing, compliance
Not every board stresses a manufacturer in the same way. Complexity changes what “qualified” means.
If the design includes BGA, QFN, CSP, fine-pitch components, or very small passives such as 0201 or 01005, assembly accuracy and process control become central. The supplier should be able to explain how it handles stencil design, placement precision, reflow profile control, and hidden-joint inspection.
Mixed-technology builds add another layer. A board that combines SMT and THT, uses double-sided assembly, or involves rigid-flex structures demands more than generic assembly capability. It requires process planning and practical experience.
Testing requirements must also be defined early. AOI alone is not enough for every product. Depending on the design, you may need X-ray, flying probe, ICT, FCT, burn-in, or a combination of these. For BGA or bottom-terminated packages, X-ray may be essential. For higher-reliability products, environmental or aging tests may also belong in the discussion.
Compliance matters as well. Medical, automotive, industrial, and export-focused products often come with specific quality and regulatory expectations. If your product needs ISO 13485, IATF 16949, RoHS, REACH, or similar controls, supplier evaluation should reflect that from the start.
What your internal team should clarify before sending an RFQ
A strong RFQ starts long before the email goes out. If your own requirements are unclear, supplier comparison becomes slow, inaccurate, and difficult to trust.
Before requesting quotes, align on the following:
- project stage and commercial goal
- complete technical package, including BOM, PCB files, assembly drawings, and special process notes
- quantity, schedule, and key milestones
- expected test scope and acceptance criteria
- sourcing model: turnkey, consigned, or partial turnkey
- compliance and documentation requirements
- anticipated revision frequency and change-control expectations
The clearer your package is, the faster you can separate serious suppliers from those quoting on assumptions.
The Core Capability Checklist for a PCB/PCBA Manufacturer
PCB fabrication capability vs PCB assembly capability
A supplier may speak confidently about PCB manufacturing and PCB assembly as if they are one skill set. They are not.
PCB fabrication capability concerns the bare board: stack-up complexity, material options, layer count, line width and spacing, special processes, and the ability to handle more demanding board types such as high-frequency materials, metal-core boards, flex, or rigid-flex constructions.
PCBA capability begins after that. It is the discipline of turning that bare board into a functioning electronic assembly through component placement, soldering, inspection, testing, and controlled handling.
If you need a true one-stop partner, evaluate both sides separately. A company may be strong in assembly but weak in advanced board technology, or the reverse. What matters is not the label on the website, but whether the supplier can support the real technical demands of the job from bare board through final tested assembly.
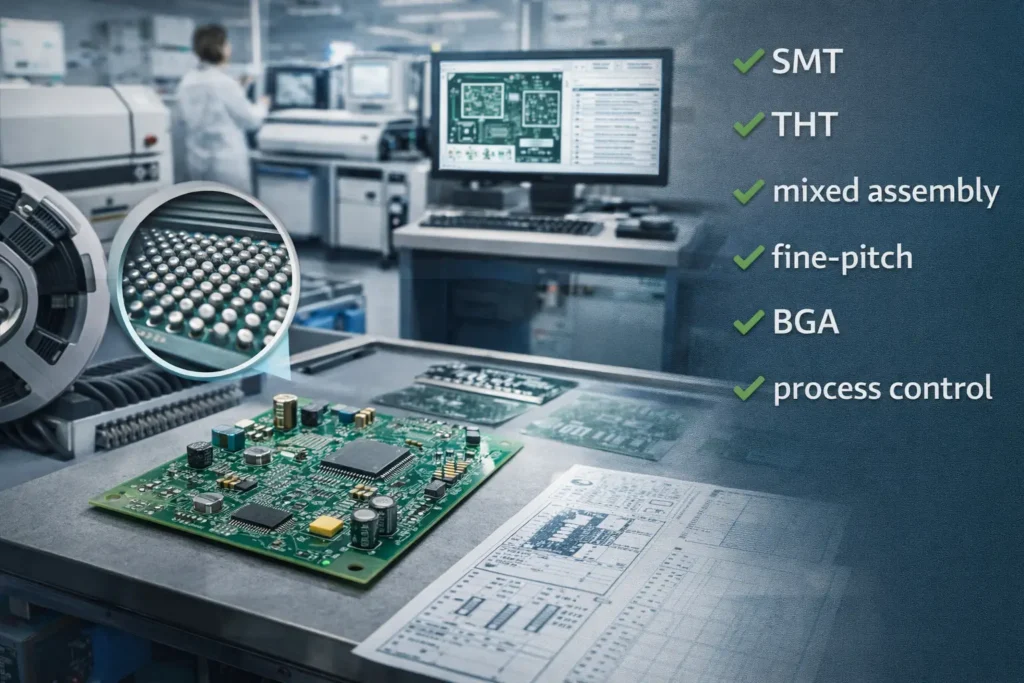
SMT, THT, mixed assembly, fine-pitch, and BGA process readiness
Basic SMT and THT coverage is only the starting point. What matters is how well the process is controlled once complexity increases.
A mature supplier should be able to discuss more than its equipment list. It should be able to explain placement accuracy, fine-pitch handling, BGA process control, mixed-technology sequencing, selective soldering capability, and how it maintains stability across different board types.
For more demanding assemblies, look for signs of process maturity: controlled reflow profiling, traceable key parameters, disciplined stencil and solder-paste management, and a clear understanding of where defects are most likely to occur. A good factory is not defined by having machines. It is defined by running those machines in a repeatable, measurable way.
Inspection and test capability: AOI, X-ray, FAI, ICT, FCT, burn-in if needed
Inspection and testing should match the product, not just the supplier’s brochure.
AOI is useful for visible assembly defects such as bridges, polarity errors, missing parts, or placement shift. X-ray becomes important when solder joints cannot be seen directly, especially with BGA and similar package types. Flying probe can be valuable for prototypes and smaller runs where a dedicated fixture is not justified. ICT is often more efficient for higher-volume production, while FCT verifies whether the board behaves correctly under intended operating conditions.
For more demanding applications, you may also need burn-in, thermal cycling, vibration testing, or other reliability-focused checks. The right supplier does not simply say, “We do testing.” It explains which tests are used, where they fit in the process, what they cover, and how the results are recorded.
Engineering support: DFM, DFA, DFT, panelization, footprint review
This is one of the clearest dividing lines between a routine assembler and a high-value manufacturing partner.
Good engineering support starts with DFM, but it should not stop there. A strong supplier can also comment on DFA, DFT, panelization strategy, footprint suitability, and BOM risk. That may include identifying tight spacing, weak solder-mask design, difficult thermal areas, missing test access, poor panel utilization, or lifecycle risk in the component list.
This kind of review matters because it lowers the cost of change. A correction made before production is manageable. The same issue found after assembly can become expensive and disruptive.
When a supplier provides meaningful engineering feedback before launch, it is doing more than protecting itself. It is protecting your yield, schedule, and redesign budget.
Certifications, Standards, and Quality Systems: What Buyers Should Actually Verify
What ISO certifications do and do not tell you
Certifications matter, but they should be treated as a starting point, not the final answer.
A valid ISO certificate suggests that the supplier has established structured management processes. ISO 9001 indicates a basic quality framework. ISO 13485 and IATF 16949 point to sector-specific discipline in medical and automotive contexts. These are useful signals.
What they do not guarantee is equally important. A certificate does not prove high process capability, disciplined execution, experienced technicians, or a strong factory culture. It does not tell you whether operators can stop a line when something looks wrong, whether engineering changes are controlled properly, or whether the actual assembly process is robust enough for your product.
That is why certificates should be verified, but never accepted as a substitute for process evidence.
How IPC standards matter in supplier evaluation
If ISO defines the management framework, IPC standards define the working language of quality and workmanship in electronics manufacturing.
A supplier that takes IPC seriously can usually explain how those standards are used in daily practice. IPC-A-610 matters for assembly acceptability. J-STD-001 matters for soldering requirements. IPC-A-600 and IPC-6012 matter on the bare-board side. IPC-7711/7721 becomes relevant when rework or repair is part of the process.
The key question is not whether a supplier says it “follows IPC.” The real question is whether those standards are reflected in inspection criteria, internal training, work instructions, and quality records.
Why traceability, revision control, and batch records matter more than a logo list
In real manufacturing, traceability and revision control often tell you more than a page full of certification logos.
When a failure appears in the field, the first priority is containment. Can the supplier identify which material lot was used, which build it entered, what parameters were recorded, and which finished units may be affected? If it can, the problem stays narrow. If it cannot, the response becomes slow, expensive, and messy.
Revision control is just as important. In electronics manufacturing, the wrong BOM revision or outdated assembly file can create batch-level mistakes even when the factory is otherwise competent. Good suppliers treat version control as a production safeguard, not a paperwork task.
Batch records matter for the same reason. They provide the production history needed to investigate defects, confirm process stability, and support continuous improvement. A strong quality system is visible in how well these records are created, linked, and maintained.

Questions to ask about process control, inspection criteria, and change management
If you want to test whether a supplier’s quality system is real, ask practical questions instead of broad ones.
On process control, ask how critical parameters are monitored: reflow profile, paste deposition, placement accuracy, calibration, preventive maintenance, and whether statistical tools are used to detect drift before defects increase.
On inspection, ask what is checked, where it is checked, and under which standard. AOI by itself is not enough for every product. If the board uses BGA or other hidden-joint packages, ask how X-ray is used and what acceptance criteria apply. If ICT or FCT is mentioned, ask about coverage, fixture capability, and how failures are handled.
On change management, ask how engineering changes are approved, communicated, and released to the line. Ask how alternate parts are controlled, how lifecycle issues are flagged, and how the supplier verifies incoming materials from authorized channels when source integrity matters.
A serious supplier will answer these questions with process logic. A weak one will answer with slogans.
Turnkey vs Consigned vs Partial Turnkey: Which Model Fits Your Project
When full turnkey is usually the better choice
Full turnkey is often the better option when your goal is speed, coordination efficiency, and clearer ownership.
It works especially well for teams that do not want to manage multiple distributors, chase shortages, or reconcile partial deliveries across many suppliers. It is also a strong fit when time-to-market matters and when one accountable partner is more valuable than marginal savings on purchased parts.
For many startups, lean hardware teams, and procurement groups with limited bandwidth, turnkey removes administrative load and gives the supplier room to optimize sourcing and scheduling as one integrated job.
When consigned assembly makes sense
Consigned assembly remains a valid model in the right circumstances.
It makes sense when the buyer needs to control strategic or customer-mandated components, already has stronger purchasing leverage on key parts, or must protect highly sensitive items under tighter internal control. It can also suit large organizations with mature sourcing teams and established direct purchasing channels.
The trade-off is that material control stays with the customer. That means more visibility, but also more responsibility.
Where partial turnkey reduces risk
Partial turnkey often gives the best balance when neither full turnkey nor pure consigned supply is ideal.
This model is useful when the customer wants to retain control over a few high-value, long-lead, or sensitive components, while allowing the supplier to source the rest of the BOM, fabricate the PCBs, and manage assembly. It can also work well during a transition from internal manufacturing to outsourced production.
Done well, partial turnkey reduces both extremes: it avoids handing over everything blindly, while also avoiding the heavy coordination burden of full consignment.
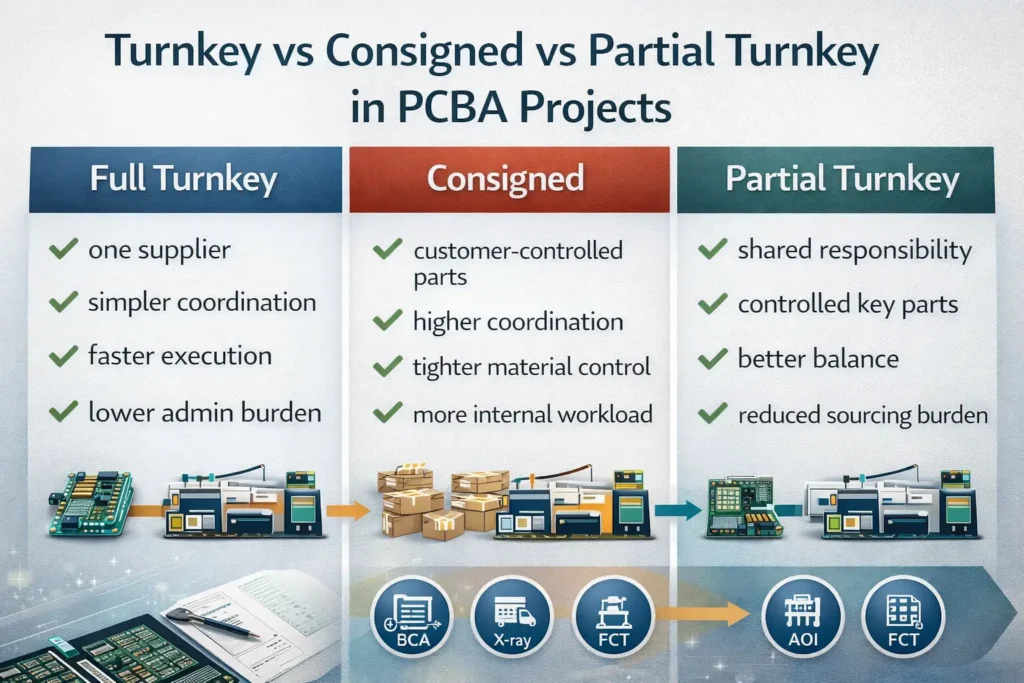
Hidden workload buyers often underestimate in consigned projects
Many buyers underestimate the non-production workload that comes with consigned assembly.
The difficulty is not just buying parts. It is managing completeness, packaging, labeling, losses, logistics timing, shortages, replacement decisions, and the constant risk that one missing item holds up the entire build. Add version mismatches or incoming-quality issues, and the project can stall before assembly even begins.
Consigned models also make problem ownership harder. If defects appear later, the supplier may question incoming material quality while the customer questions factory process control. Unless roles are clearly defined in advance, disputes become more likely.
That is why the right comparison is not “Which model looks cheaper on paper?” It is “Which model gives this project the cleanest execution path?”
How to Evaluate Lead Time, Supply Chain Strength, and Delivery Reliability
Why component availability often matters more than line speed
Factory speed matters, but material readiness usually decides the real schedule.
A high-speed SMT line cannot build around a missing MCU, long-lead connector, or late-arriving custom part. In many projects, the limiting factor is not line capacity. It is sourcing stability.
That means supplier evaluation should go beyond production throughput. Ask whether the supplier can identify risky parts early, flag lifecycle concerns, manage approved alternates, and give realistic visibility into what is actually holding the schedule.
A supplier with a stable sourcing network and disciplined planning is often more valuable than one with impressive line speed but weak material control.
How a good supplier handles alternates, shortages, and long-lead parts
A mature supplier does not wait for a shortage to become a crisis. It screens the BOM early for long-lead parts, supply concentration, end-of-life risk, and sourcing fragility.
When issues appear, it should be able to propose controlled alternate options, explain commercial and technical impact, and move quickly within an agreed approval process. That is what practical supply-chain support looks like. It is not just buying what is listed. It is protecting schedule continuity.
For long-lead or high-risk parts, better suppliers also help customers think ahead: forecast visibility, staged procurement, safety-stock planning where appropriate, and more disciplined alignment between engineering release and material timing.
What to ask about scheduling, material readiness, and build staging
You learn a lot about a supplier by how it talks about planning.
Ask when lead time officially starts. Is it counted from PO receipt, file release, material readiness, or line entry? Ask how material completeness is tracked, how jobs are queued, how urgent builds are handled, and what happens when incoming materials are incomplete.
Also ask how work-in-progress is controlled between printing, placement, soldering, inspection, test, and rework. A well-run factory can explain its flow. A weak one often jumps straight to reassuring language without showing how the flow is managed.
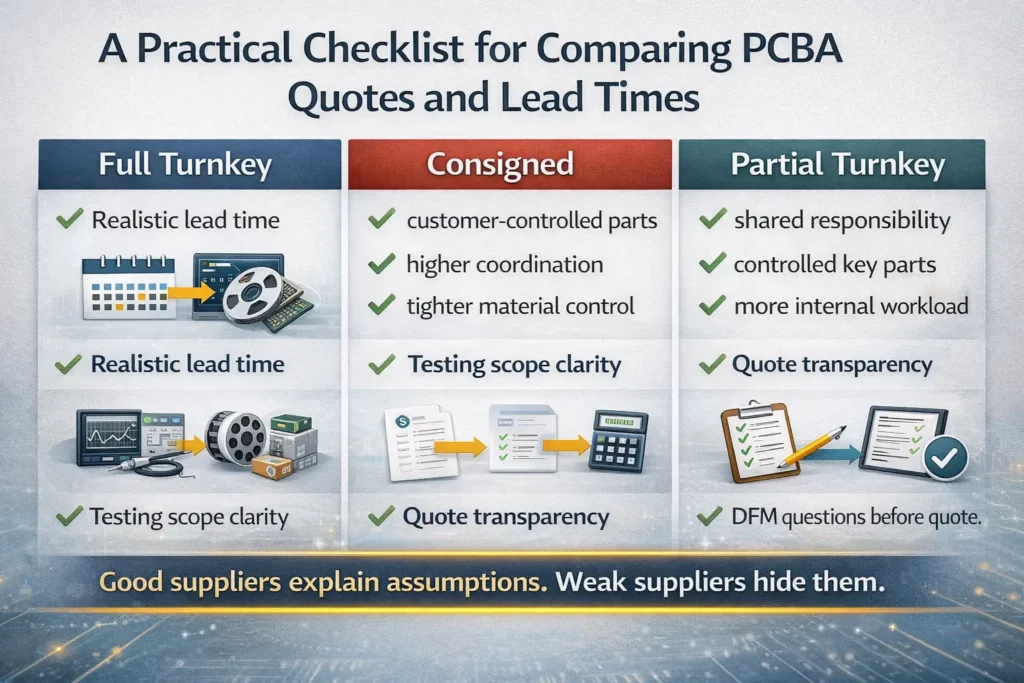
How to judge whether a quoted lead time is realistic
A realistic lead time should reflect all major stages of the build: sourcing, material arrival, scheduling, assembly, inspection, testing, and shipment.
If a quoted lead time sounds dramatically shorter than competing offers, ask what assumptions make that possible. Does it assume all parts are immediately available? Does it omit fixture preparation? Does it compress test scope? Does it depend on priority treatment that may not be sustainable on repeat orders?
The most reliable lead-time promises are usually the ones backed by a clear build path, not the ones stated with the most confidence.
How to Compare Quotes Without Being Misled by a Low Price
What a useful PCBA quote should include
A good quote should make scope and assumptions visible.
At minimum, it should clarify the PCB basis, material responsibility, assembly scope, engineering charges, tooling or stencil costs, test scope, expected attrition, packaging assumptions, trade terms, and the basis for the quoted lead time. If alternates are recommended, those should be visible too.
A quote that lacks structure may still win on first impression because it looks simple. In practice, it is harder to compare and much easier to dispute later.
Questions to ask about tooling, attrition, testing, and change costs
Several cost items are often handled too vaguely in supplier conversations.
Ask whether stencil and fixture costs are included or separate. Ask how component attrition is handled and whether extra quantities are required. Ask what testing is actually covered by the quoted price. Ask how engineering changes after order release affect cost and schedule.
These are not minor details. They are the items most likely to shift the total commercial picture after the project is already underway.
Why transparency matters more than an attractive assembly price
Transparent pricing is more useful than a low assembly number because it helps you budget accurately, compare suppliers fairly, and reduce unpleasant surprises.
It also tells you something about the supplier’s commercial maturity. A factory willing to explain cost structure, scope, and exclusions is usually easier to work with than one that hides everything behind a single appealing total.
In B2B electronics manufacturing, clarity is part of value. It reduces friction, shortens decision cycles, and makes the relationship easier to scale.
How to compare two suppliers on total project risk, not unit price alone
The better comparison framework is total project risk, not just piece price.
That means looking at landed cost, engineering support, sourcing resilience, change management, test integrity, documentation discipline, and the likelihood that the supplier can repeat the build reliably after the first order.
In practice, a slightly higher quote from a better-managed supplier often produces a smoother launch, fewer defects, fewer escalations, and better long-term cost control than a cheaper supplier that leaves too many variables unmanaged.
Communication and Project Management: The Supplier Test Many Teams Miss
What good technical communication looks like during RFQ review
The RFQ stage tells you how the supplier thinks.
Good technical communication is active, specific, and solution-oriented. Instead of replying with price alone, a strong supplier clarifies unclear points, asks informed questions, and flags risks that deserve attention before production starts.
Just as important, it does not stop at identifying problems. It gives direction. If there is a spacing issue, a testability gap, or a sourcing risk, the best suppliers explain the implication and suggest a workable next step.
That kind of communication saves time because it reduces ambiguity rather than merely responding to it.
How to tell whether the supplier really reviewed your files
A real review produces evidence.
If the supplier has genuinely examined your files, the feedback will usually be concrete: a BOM risk, a footprint concern, a panelization question, a test-access issue, a sourcing warning, or a specific inconsistency between documents. It will sound like someone has engaged with the job.
By contrast, a shallow review often produces general reassurance with no technical substance. “Files received” is not a review. Neither is a quote built on silent assumptions.
One practical way to judge seriousness is to look at the quality of the supplier’s question list. The more specific, relevant, and forward-looking it is, the more confidence you can place in the review.
Why response quality matters more than response speed
Fast replies are useful. Empty replies are not.
In supplier communication, quality matters more than speed because poor answers create extra loops, delay decisions, and often hide the fact that the issue has not really been understood. A thoughtful response that addresses the problem, explains trade-offs, and recommends a path forward is worth far more than a quick acknowledgment that adds no value.
That is especially true when the question touches design risk, sourcing decisions, or test strategy. Those issues deserve analysis, not speed for its own sake.
Signs that the supplier can support design changes and recurring builds
Design changes are normal. The question is whether the supplier can absorb them without turning every revision into confusion.
Good suppliers usually show this through formal change-control discipline, clear ECN handling, controlled version release, and the ability to connect engineering decisions to production execution. They can explain how a change is assessed, approved, released, and tracked on the line.
The same maturity supports repeat production. If the supplier can hold the right file versions, keep material control stable, and manage recurring builds without re-learning the product each time, it is in a far better position to support long-term business.
Red Flags When Screening an Overseas PCBA Supplier
No meaningful engineering questions before quoting
If a supplier can quote your job without asking any serious technical question, be careful.
That often means one of two things: either the review was superficial, or the supplier is comfortable building on assumptions it never bothered to confirm. Neither is a good sign.
The best suppliers ask because they are thinking. The worst suppliers stay silent because they are not.
Vague answers about testing, traceability, or revision control
When you ask how testing is done, how materials are traced, or how file revisions are controlled, the answers should be clear.
If the reply stays generic — “we have strict quality control,” “we can trace things,” “we manage revisions carefully” — without showing how that actually works, treat it as a warning sign. In electronics manufacturing, the details are the system.
“Too good to be true” lead times and pricing
Extremely short lead times and unusually low pricing deserve scrutiny, not applause.
Sometimes they reflect efficiency. More often, they reflect incomplete scope, unrealistic assumptions, risky sourcing, or hidden costs pushed into later stages. Ask for a breakdown. Ask what is included. Ask what happens if a key part becomes unavailable. The more reluctant the supplier is to explain, the more cautious you should be.
No clear ownership for shortages, alternates, or quality escapes
Many supplier relationships fail not because problems happen, but because responsibility was never defined clearly enough to resolve them quickly.
Who owns alternate approval? Who decides when an incoming issue stops production? Who pays when a consigned part is missing or damaged? Who drives containment when a quality escape reaches finished goods?
If those lines are unclear at the start, the project will be harder to manage when something goes wrong.
Choose the Supplier That Matches Your Project Stage
Best fit for prototype and fast validation
For early builds, favor flexibility, quick engineering response, practical DFM feedback, and the ability to work with changing information. At this stage, learning speed often matters more than scale.
Best fit for stable repeat production
For repeat orders and volume programs, prioritize process discipline, traceability, controlled sourcing, predictable lead time, and change management. Stability becomes more valuable than raw responsiveness alone.
When dual sourcing may be the smarter choice
Single sourcing is simpler, but it also concentrates risk. For strategic components, uncertain demand patterns, or products that cannot tolerate a single point of failure, a dual-source strategy may be worth considering.
The trade-off is added supplier-management complexity. The benefit is greater resilience, more pricing leverage, and a backup path if one supplier falters.
What your first email or RFQ package should contain
A strong first RFQ package increases your odds of getting fast, accurate, comparable quotes.
Include the essentials:
- Gerber or ODB++ files
- complete BOM
- pick-and-place data
- assembly drawing
- target quantity
- expected lead time
- test requirements
- sourcing model
- compliance requirements
- revision notes or known design concerns
A clean RFQ does not just make quoting easier. It signals that your team is serious, organized, and easier to support.
Conclusion
A qualified PCBA manufacturer should do more than build boards to file. It should help reduce risk before the build starts, protect quality while the build is running, and support repeatable execution after the first order is complete.
That means looking beyond price. It means checking whether the supplier can review design risk, control process variables, manage sourcing pressure, define testing properly, maintain traceability, communicate clearly, and handle changes without losing control.
For engineers and buyers, the most reliable supplier is rarely the one with the boldest claims. It is the one that makes fewer assumptions, asks better questions, gives clearer answers, and helps the project move forward with fewer surprises.
Need More Than a Quote? Start With an Engineering Review.
At PCBAgroup, we believe a strong PCBA project starts before production. If you are comparing suppliers, send us your Gerber files, BOM, pick-and-place data, assembly drawings, target quantity, and any testing or sourcing requirements. Our team will review the package from both the manufacturing and procurement side, flag practical risks, and help you understand the best path for your project — whether that means turnkey, consigned, or a partial-turnkey approach.
FAQ
What is the difference between a PCB manufacturer and a PCBA manufacturer?
A PCB manufacturer produces the bare board. A PCBA manufacturer assembles components onto that board and may also support sourcing, testing, engineering review, and full turnkey production.
Is turnkey PCBA always better than consigned assembly?
No. Turnkey is often better for speed, coordination, and clearer ownership. Consigned assembly can be the better choice when the buyer needs tight control over strategic or customer-specified components.
How can I tell whether a PCBA supplier really has engineering capability?
Look at the RFQ stage. A capable supplier usually raises specific questions about manufacturability, testing, sourcing risk, panelization, footprint suitability, or version consistency before production begins.
What should I send when asking for a PCBA quote?
The usual baseline is Gerber or ODB++ files, BOM, pick-and-place data, assembly drawings, quantity, expected lead time, test requirements, and any sourcing, compliance, or revision-control notes that affect production.
Why is traceability so important when choosing a PCB assembly manufacturer?
Traceability allows the supplier to connect component lots, build records, process data, inspection results, and finished units. That makes containment, root-cause analysis, and corrective action much faster if a problem appears later.
