Table of Contents
IPC Standards in PCBA: A Practical IPC-A-610 Overview for PCB Assembly Quality

In PCB assembly, quality is not just about whether a board powers on. For engineers, OEMs, and sourcing teams, real quality also means consistent workmanship, objective acceptance criteria, fewer inspection disputes, and a shared standard between customer and supplier. That is why IPC-A-610 remains one of the most important quality references in modern PCBA manufacturing.
For buyers of PCB assembly services, understanding IPC-A-610 is practical rather than academic. It helps define what “acceptable” means before production begins, reduces misunderstandings during prototype and mass production, and gives buyers a clearer framework for evaluating whether a supplier can consistently deliver the level of workmanship their product requires.
This article explains what IPC-A-610 is, how it is used in PCBA, how it differs from J-STD-001, what Class 1, Class 2, and Class 3 mean, and what buyers should confirm with a PCB assembly supplier before placing an order.
What Is IPC-A-610?
IPC-A-610 is an acceptance standard used to evaluate the workmanship quality of electronic assemblies. In simple terms, it helps determine whether an assembled PCB is acceptable from an assembly and inspection perspective.
For PCB assembly customers, this matters because quality cannot depend on subjective visual judgment alone. If a customer engineer, a factory inspector, and a sourcing manager all look at the same solder joint and reach different conclusions, project delays and quality disputes become much more likely. IPC-A-610 helps reduce that risk by providing a common quality language for assembly acceptance.
In practical PCBA manufacturing, IPC-A-610 is commonly referenced when evaluating solder joint quality, component alignment, surface condition, visible workmanship, and other assembly-level defects. It is relevant during prototype builds, first article approval, mass production, outgoing quality control, and supplier audits.
Why IPC-A-610 Matters in PCB Assembly
For overseas buyers, the real issue is not only whether a supplier can assemble a board. The more important question is whether the supplier can build and inspect it using a stable, recognized acceptance framework.
That is where IPC-A-610 adds value.
It helps buyers and suppliers align on quality expectations before production starts. It reduces inspection ambiguity. It supports more consistent communication between engineering, production, quality, and procurement teams. It also makes it easier to distinguish between true workmanship defects, borderline conditions, and observations that may indicate process drift.
This last point is especially important. A capable supplier does not use IPC-A-610 only to reject bad boards at the end. It also uses inspection findings to detect process instability early, before small issues become batch-level failures. That is one reason IPC-based thinking is valuable in both quality control and process control.
IPC-A-610 vs. J-STD-001: What’s the Difference?
This is one of the most common questions in PCB assembly quality discussions.
The short answer is:
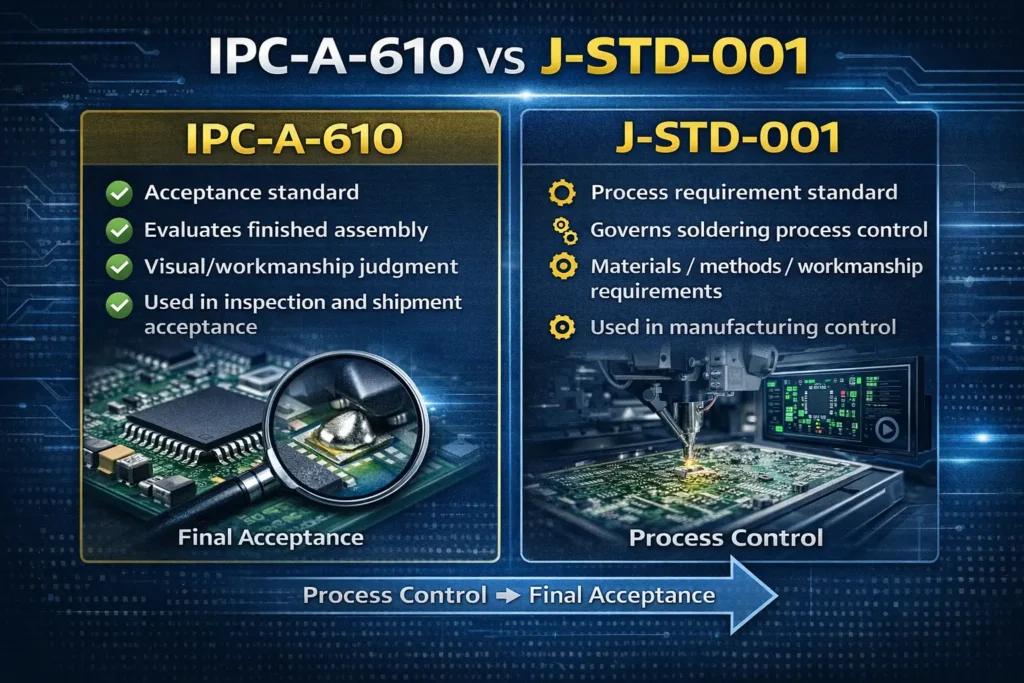
- IPC-A-610 focuses on acceptance
- J-STD-001 focuses on process requirements
IPC-A-610 helps answer questions such as:
- Is this solder joint acceptable?
- Is this component misalignment still allowed?
- Is this visible condition a defect?
J-STD-001 is more concerned with how soldered assemblies should be produced so that reliable results can be achieved in the first place. It is more process-oriented, while IPC-A-610 is more acceptance-oriented.
For buyers, the most useful way to understand the relationship is this:
J-STD-001 controls the process, while IPC-A-610 judges the result.
In real PCB assembly projects, the two are often complementary. A stable process helps produce assemblies that can meet IPC-A-610 acceptance requirements consistently. And when an assembly fails acceptance, the root cause often leads back to process control, materials, soldering methods, or manufacturability issues.
Understanding Class 1, Class 2, and Class 3
One of the most important parts of IPC-A-610 is its class structure. The selected class affects inspection expectations, workmanship tolerance, supplier capability requirements, documentation depth, and sometimes even price and lead time.
Class 1
Class 1 generally applies to general electronic products where the main requirement is basic function. Among the three classes, it has the least demanding workmanship expectations.
For buyers, Class 1 is usually relevant where the consequence of failure is relatively low and uninterrupted long-term service is not the highest priority.
Class 2
Class 2 is the most commercially important class for many B2B PCB assembly projects. It is commonly associated with dedicated-service electronics that are expected to operate reliably over time.
Many industrial, communications, control, and commercial electronics products fall into Class 2 discussions. For many overseas OEM buyers, this is the most practical balance between reliability and manufacturability.
Class 3
Class 3 applies to the highest reliability category. It is typically used where the consequence of failure is severe and continued performance is critical.
For buyers, it is important to understand that Class 3 is not simply “better quality.” It also means tighter process control, stricter inspection, and a greater burden on supplier capability. In many cases, it also affects cost, inspection depth, and documentation expectations.
How to Choose the Right IPC Class
The right IPC class should be determined as early as possible. Buyers should consider:
- end-use environment
- consequence of failure
- expected service life
- customer requirements
- documentation needs
- cost impact
- supplier capability
If class expectations are not defined early, they can create design conflicts, quotation mismatches, inspection disputes, and unnecessary delays later in the project.

How IPC-A-610 Is Applied in the PCBA Manufacturing Process
A strong PCB assembly supplier does not use IPC-A-610 only at final inspection. It should be part of the entire quality workflow.
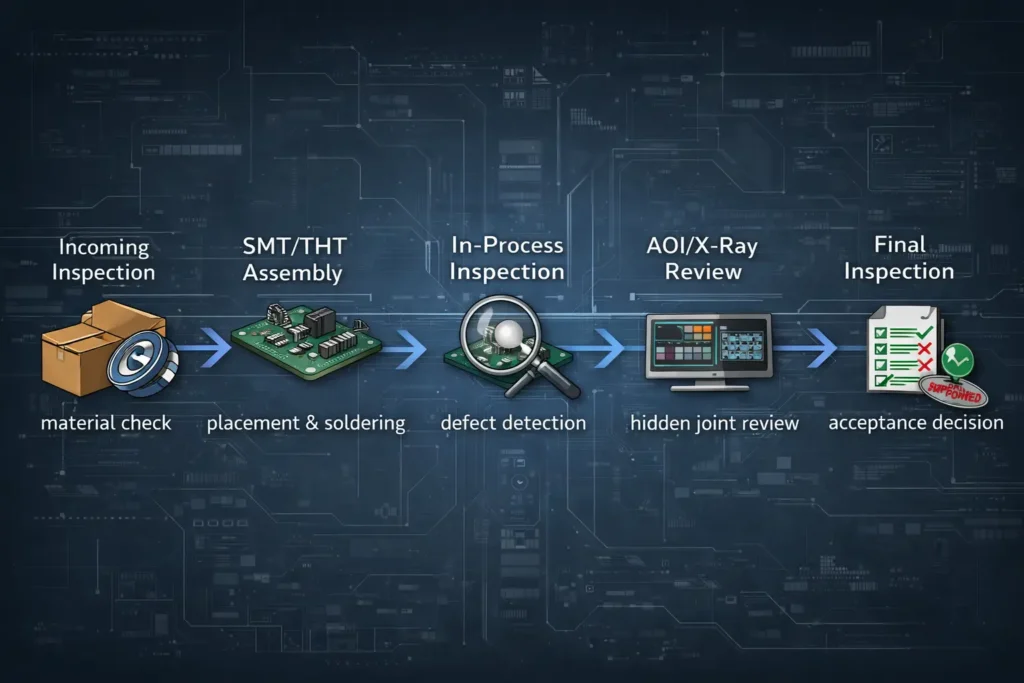
Incoming Material Inspection and Assembly Preparation
Quality starts before soldering begins. Incoming boards and components should be checked for obvious damage, packaging condition, polarity risks, traceability, and preparation accuracy. Clean workstations, handling discipline, and ESD control also matter because poor preparation can lead directly to assembly defects later.
In-Process Inspection During SMT and THT Assembly
During SMT and through-hole assembly, IPC-based inspection helps identify visible workmanship issues before they become shipment risks. This includes checking component orientation, placement accuracy, solder joint formation, bridging, insufficient solder, tombstoning, and other anomalies.
This stage is especially valuable because some conditions may not yet be final defects, but they indicate that the process is moving away from control. Detecting those trends early helps reduce scrap, rework, and delivery risk.
Final Visual Inspection and Acceptance
Final inspection is where IPC-A-610 becomes most visible to customers. At this stage, the goal is not simply to “look over the board,” but to make repeatable and objective acceptance decisions.
A mature supplier should use standardized inspection logic so that different inspectors, shifts, and product lots are judged consistently. This is also why the required IPC class must be defined before production begins. What may be acceptable under one class may not be acceptable under another.
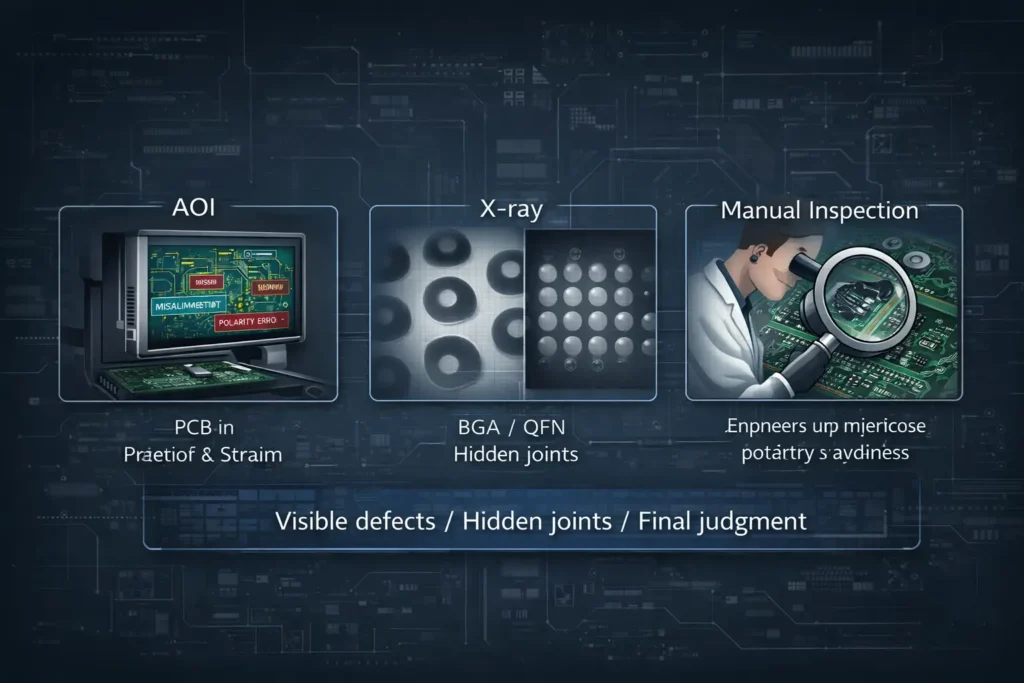
AOI, X-Ray, and Manual Inspection
AOI
AOI helps screen visible assembly defects quickly and consistently, such as missing components, polarity issues, offset, and some solder anomalies.
X-Ray Inspection
X-ray inspection is important for hidden solder joints, especially for packages such as BGA, QFN, and CSP where visual inspection alone is not enough.
Manual Inspection
Manual inspection remains essential for final workmanship review, borderline judgment, polarity verification, overall assembly completeness, and confirmation of machine-flagged issues.
For buyers, this matters because inspection capability is not just about owning equipment. It is about using the right inspection method for the right quality risk.
Common Defects Evaluated Under IPC-A-610
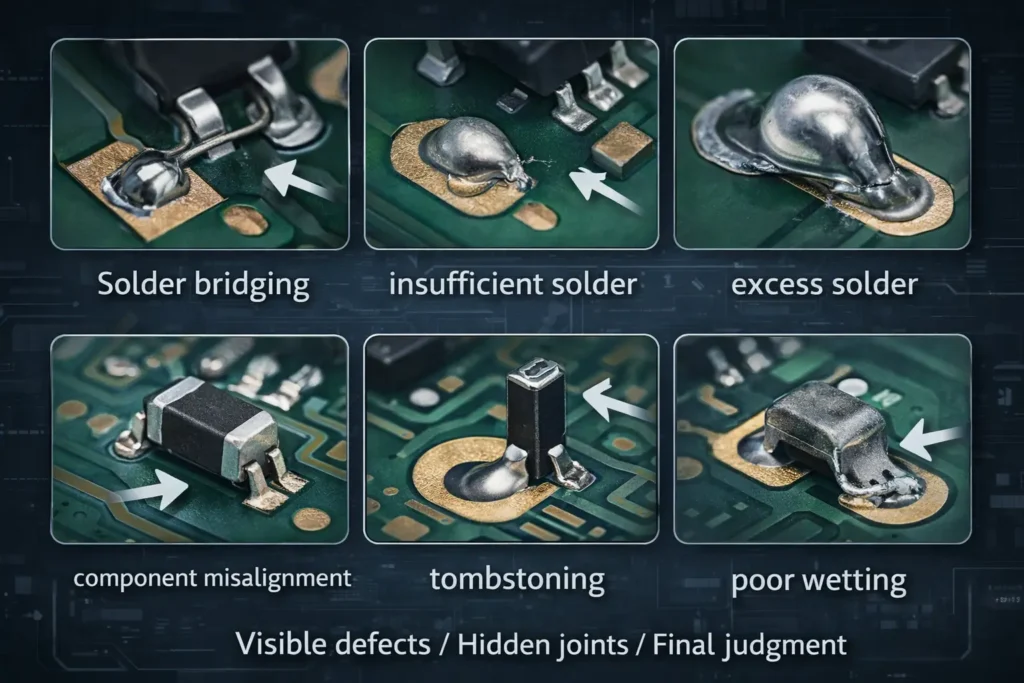
Many users search this topic because they want to understand how real PCB assembly defects are judged. The following examples are among the most common concerns.
Solder Bridging
Solder bridging can create unintended electrical connections and direct reliability risk. Buyers should expect suppliers to detect it through appropriate inspection and to understand its likely process causes, such as stencil design, solder paste control, placement accuracy, or reflow settings.
Insufficient or Excess Solder
Too little solder may reduce electrical or mechanical integrity. Too much solder may create spacing issues, hidden defects, or abnormal joint shape. Strong suppliers understand not only that these issues exist, but how to judge their impact in context.
Component Misalignment and Tombstoning
Misalignment is one of the most common visible SMT concerns. Tombstoning is even more serious because it can leave one terminal electrically disconnected. These issues often reflect placement, pad design, thermal balance, or process control problems rather than purely cosmetic variation.
Poor Wetting and Other Solder Joint Problems
Poor wetting, abnormal joint formation, cracking, and hidden voiding can all affect long-term confidence in assembly quality. For complex assemblies, especially those with hidden joints, inspection capability becomes especially important.
Surface Damage and Workmanship Issues
Surface scratches, contamination, lifted pads, handling damage, and disturbed joints are also relevant in workmanship evaluation. Even when a condition is not an immediate reject, it may still indicate process instability or poor handling discipline.
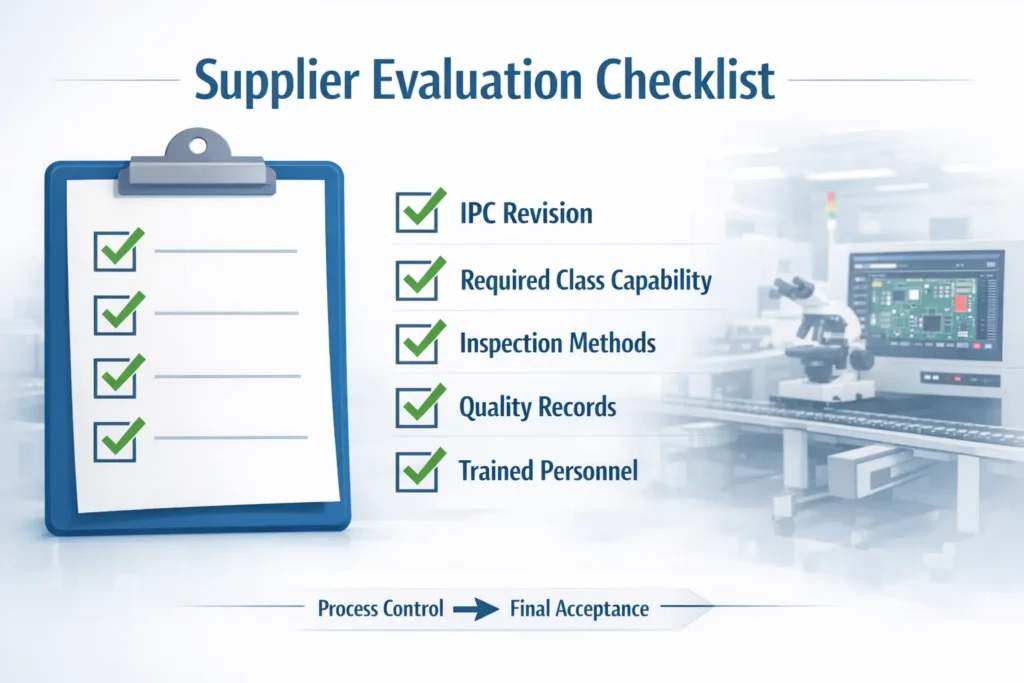
What Buyers Should Confirm with a PCBA Supplier About IPC-A-610
Which IPC Revision Does the Factory Follow?
The supplier should be able to clearly state which IPC-A-610 revision it follows in internal inspection and customer communication.
Can the Supplier Build to the Required Class?
Do not assume all suppliers interpret class capability the same way. Ask whether the factory can consistently produce, inspect, and document builds to the class your product requires.
What Inspection Methods and Quality Records Are Available?
Buyers should ask whether the supplier can provide:
- AOI coverage
- X-ray inspection for hidden-joint packages
- first article inspection support
- final inspection records
- image-based quality evidence where needed
- testing or reporting support for critical builds
Does the Supplier Have Trained IPC Personnel?
Formal training and internal consistency both matter. A supplier should be able to explain not only whether relevant staff are trained, but also how inspection decisions are kept consistent across teams.
How Are Customer-Specific Requirements Managed?
In many projects, IPC is the baseline, but the customer may also require additional workmanship expectations, documentation, or inspection controls. A capable supplier should be able to manage both standard and customer-specific requirements without confusion.
How IPC-A-610 Affects Cost, Quality, and Delivery
Cost
Higher acceptance requirements usually mean tighter process control, more inspection, more engineering attention, and sometimes more documentation. That can increase manufacturing cost.
Quality
The benefit is greater consistency. When workmanship expectations are clearly defined, the risk of inconsistent outgoing quality is lower.
Delivery
If acceptance criteria are vague or undefined at the start, the project is more likely to face delays later due to rework, inspection disputes, or repeated review cycles.
This is why experienced OEM buyers and mature PCB assembly suppliers try to define IPC-related expectations before prototype or mass production begins.
Best Practices for Specifying IPC-A-610 in a PCB Assembly Project
In RFQs and POs
Do not simply say “build to IPC.” A better approach is to specify:
- required IPC-A-610 revision
- class level
- customer-specific workmanship requirements
- required inspection methods for critical packages
- required reports or deliverables
In Drawings, BOM Notes, and Quality Agreements
IPC requirements should be consistent across engineering and purchasing documents. Drawings, BOM notes, quality agreements, and reporting expectations should all align.
This is also where DFM becomes important. If pad design, spacing, component density, or assembly constraints make the target class difficult to achieve, that should be identified during engineering review before production begins.
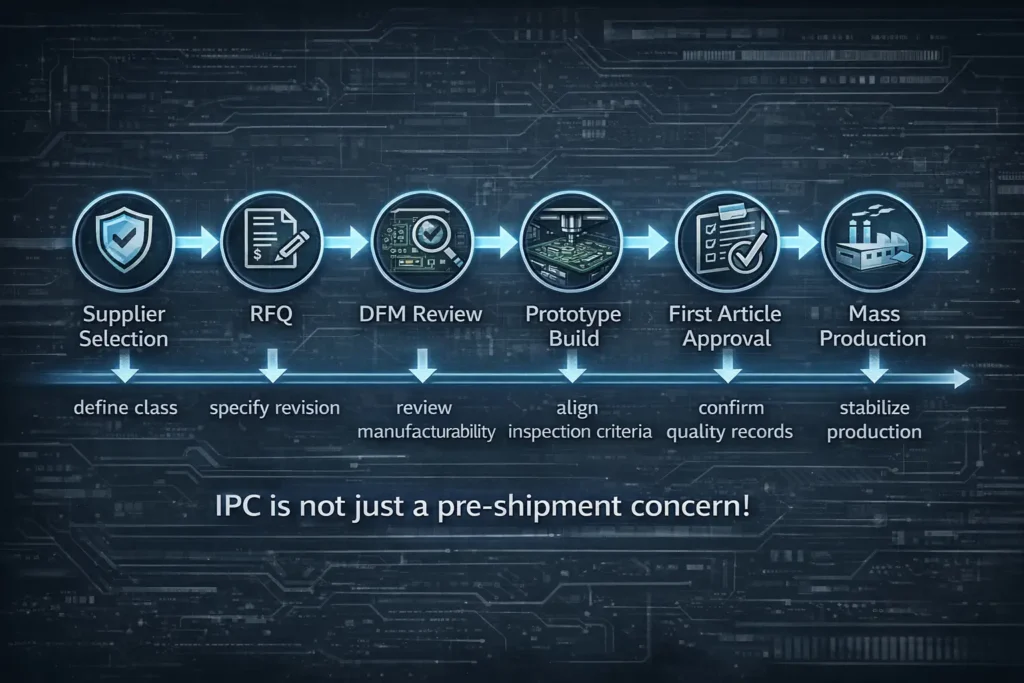
Before Prototype Build
The best time to discuss IPC class and acceptance criteria is early:
- during supplier selection
- during RFQ and quotation
- during DFM review
- before first article approval criteria are fixed
Early alignment makes the entire project smoother.
How Our PCBA Factory Applies IPC Thinking in Real Projects
Before Production Starts
Before production starts, we align with customers on workmanship expectations, class level, documentation needs, and critical assembly points. During engineering review, we look for manufacturability risks that may affect assembly acceptance, such as package type, layout constraints, pad design, and process difficulty.
During Inspection
During production, we combine visual inspection with AOI and, where needed, X-ray support to improve inspection consistency. For new projects and critical builds, first article review helps align engineering, production, and quality teams before mass production begins.
In Quality Communication
We also believe that quality communication matters as much as inspection itself. Clear reporting, visible evidence, structured escalation, and timely corrective action all help overseas buyers reduce risk and make sourcing decisions with more confidence.
Conclusion
IPC-A-610 remains one of the most important standards in PCBA because it gives buyers and manufacturers a common language for assembly acceptance.
For engineers and procurement teams, its value is practical. It helps define the right class, improve supplier evaluation, reduce workmanship disputes, support more stable inspection decisions, and connect design review, process control, and final acceptance into one structured quality framework.
For PCB assembly suppliers, applying IPC-A-610 well is not just about inspection. It is about demonstrating process maturity, consistency, and the ability to support real customer requirements from prototype through mass production.
If you are sourcing PCB assembly services, understanding IPC-A-610 will help you ask better questions, evaluate suppliers more effectively, and reduce quality risk before it becomes a delivery problem.
FAQ
1. What is IPC-A-610 in PCBA?
IPC-A-610 is an acceptance standard used to evaluate the workmanship quality of electronic assemblies. In PCBA, it helps determine whether an assembled board is acceptable from an inspection and assembly-quality perspective.
2. What is the difference between IPC-A-610 and J-STD-001?
IPC-A-610 focuses on acceptance criteria, while J-STD-001 focuses on process requirements for soldered electrical and electronic assemblies. One judges the result; the other controls the process.
3. What do Class 1, Class 2, and Class 3 mean in IPC-A-610?
These classes represent different reliability and workmanship requirement levels. Class 1 is the least demanding, Class 2 is commonly used for dedicated-service electronics, and Class 3 is used for the highest reliability requirements.
4. Why is IPC-A-610 important for PCB assembly buyers?
It gives buyers and suppliers a shared quality language, reduces inspection disputes, improves supplier evaluation, and helps align prototype and mass-production expectations.
5. Does every PCB assembly project need IPC-A-610?
Not always. Whether IPC-A-610 is required depends on the product type, customer specification, industry expectations, and quality agreement between buyer and supplier.

一个回复