Table of Contents
Turnkey vs Consigned PCB Assembly: Which Model Is Better for Your Project?

When buyers compare PCB assembly suppliers, they often start with price. That is understandable. But for most real projects, the more important question is this:
Who should own the sourcing work, material risk, schedule coordination, and quality responsibility?
That is the real difference between turnkey PCB assembly and consigned PCB assembly.
In a turnkey model, the manufacturer handles component sourcing, PCB fabrication, assembly, testing, and shipment. In a consigned model, the customer supplies some or all of the materials, and the assembly partner focuses mainly on manufacturing execution. A third option, partial turnkey, sits in between.
At a glance, this looks like a sourcing choice. In practice, it is a business decision that affects:
- total cost of ownership
- lead time stability
- shortage recovery speed
- traceability and compliance workload
- counterfeit and obsolete part risk
- internal engineering and procurement workload
This article gives you a practical, buyer-focused framework for choosing the right model.
What Is the Difference Between Turnkey and Consigned PCB Assembly?
What full turnkey PCB assembly includes
In a full turnkey PCB assembly model, the manufacturer takes responsibility for the complete build flow. This usually includes:
- component sourcing and supply-chain coordination
- PCB fabrication
- DFM review before production
- SMT and THT assembly
- inspection and testing
- final packaging and shipment
The customer typically provides the manufacturing data, project requirements, and approval rules. The supplier manages the execution.
For lean teams, this is the simplest path. One partner. One schedule. One main accountability chain.
What consigned PCB assembly means
In a consigned PCB assembly model, the customer supplies the components, and sometimes the bare PCBs as well. The assembly partner receives the material kit and performs assembly, inspection, and testing.
This gives the customer more control over:
- approved brands
- distributor selection
- customer-owned inventory
- special or programmed parts
- long-lead material strategy
But it also means the customer takes on more responsibility for:
- material readiness
- supplier coordination
- authenticity and compliance verification
- shortage recovery
- packaging and shipment accuracy
- documentation completeness
In other words, consigned assembly gives more control, but it also creates more operational burden.
Where partial turnkey fits in
Partial turnkey PCB assembly is a hybrid model.
The customer supplies selected parts. The manufacturer sources the rest.
This is often the best fit when the project includes:
- customer-programmed ICs
- long-lead semiconductors
- customer-owned stock
- strict AVL-controlled components
- proprietary or sensitive parts
Everything else, especially standard passives and common BOM lines, can be sourced by the assembler.
This model often delivers the best balance of speed, control, and practicality.
Quick responsibility snapshot
| Responsibility | Full Turnkey | Partial Turnkey | Consigned |
|---|---|---|---|
| Standard component sourcing | Manufacturer | Shared | Customer |
| Critical / customer-controlled parts | Optional | Usually shared | Customer |
| PCB fabrication coordination | Manufacturer | Usually manufacturer | Customer or shared |
| Material logistics to factory | Manufacturer | Shared | Customer |
| Shortage recovery | Manufacturer-led | Shared | Customer-led |
| Incoming quality ownership | Mainly manufacturer | Shared | Mainly customer for supplied parts |
| Communication workload | Low | Medium | High |
| Traceability document integration | Easier | Medium | More complex |
Turnkey vs Consigned PCB Assembly: Side-by-Side Comparison
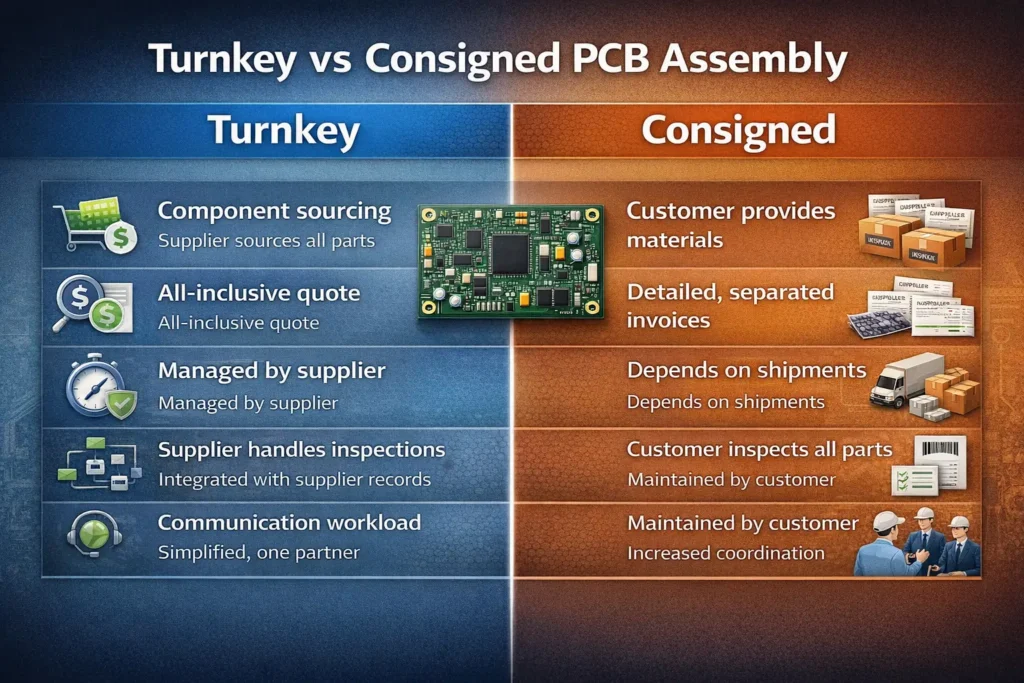
For most buyers, the decision comes down to six things: control, cost, lead time, quality risk, compliance burden, and coordination effort.
| Factor | Turnkey PCB Assembly | Consigned PCB Assembly |
|---|---|---|
| Component sourcing | Managed by manufacturer | Managed by customer |
| Quote structure | More complete upfront quote | Assembly quote looks lower, but material costs sit elsewhere |
| Lead time control | More integrated and predictable | Heavily dependent on kit completeness and supplier timing |
| Incoming material quality | Supplier manages sourcing and IQC on purchased parts | Customer owns more sourcing-related risk |
| Traceability and compliance | Easier to centralize through one supplier | Often split across customer and assembler records |
| Shortage handling | Supplier may resolve faster through sourcing network | Customer usually has to recover shortages |
| Communication load | One primary interface | Multiple suppliers and more follow-up |
| Best fit | Teams prioritizing speed, simplicity, and single accountability | Teams prioritizing sourcing control and already equipped to manage it |
How Cost Really Compares Between Turnkey and Consigned Assembly
A common mistake is to compare only the visible quote totals.
That is not enough.
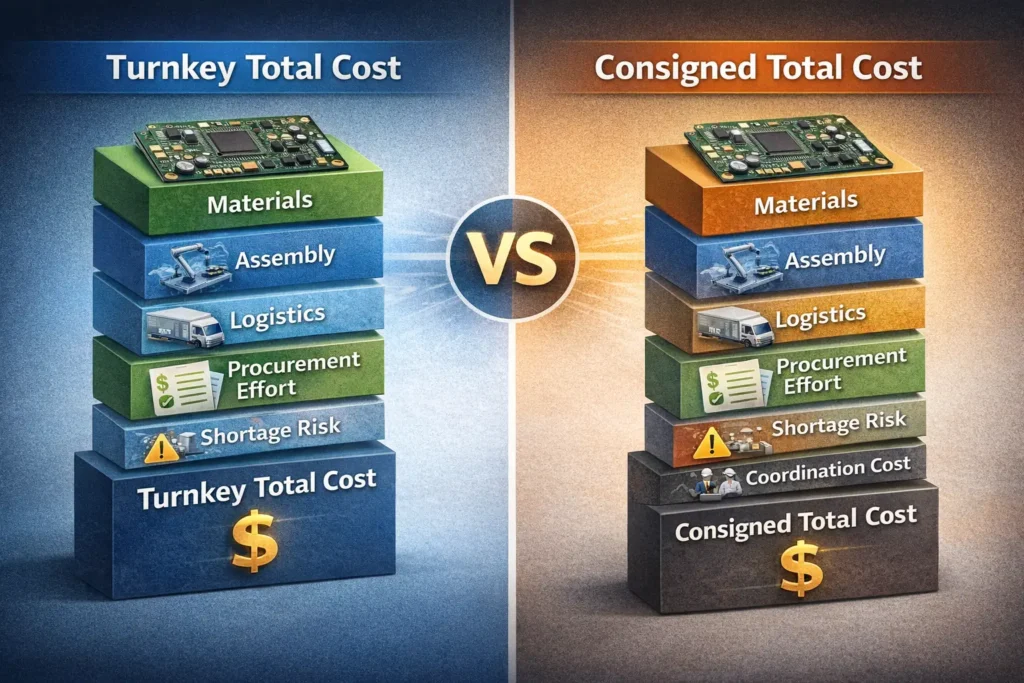
The better comparison is total cost of ownership, not just assembly price.
Why turnkey may look more expensive at first
A turnkey quote often looks higher because it includes more of the real project cost in one place, such as:
- PCB fabrication
- component sourcing
- procurement management
- incoming inspection
- assembly labor
- testing
- project coordination
- shortage handling effort
You are not only paying for parts. You are also paying for the supplier’s ability to source, kit, inspect, manage risk, and keep the build moving.
That service value is real, even if it is not always easy to see in a spreadsheet.
The hidden costs of consigned assembly
Consigned assembly may look cheaper at first because the manufacturer usually quotes only the assembly-related portion. But the hidden costs can be significant:
- internal purchasing labor
- vendor follow-up time
- customs and freight on multiple shipments
- receiving and reconciliation work
- repacking materials into machine-ready formats
- missing or over-shipped line items
- incorrect MPNs or packaging types
- inventory carrying cost
- obsolete stock risk
- line stoppages caused by incomplete kits
- rework or schedule disruption caused by bad incoming material
This is where many buyers underestimate the real cost of consigned builds.
A low assembly quote does not automatically mean a low total project cost.
How to compare “apples to apples”
If you want a fair comparison, standardize both options on the same basis.
Compare:
- build quantity
- Incoterms / shipping terms
- lead time assumption
- testing scope
- payment terms
- material ownership
- shortage policy
- alternate approval rules
- logistics cost
- compliance documentation workload
For consigned builds, add the following back into your evaluation:
- material purchase cost
- shipping and tax
- internal labor
- risk of shortages
- cost of delays
- replacement and rework exposure
Only then do you have a realistic comparison.
Why DFM and DFS can change the cost picture
A strong turnkey supplier may add value before production even starts.
For example, during quoting or pre-production review, the supplier may identify:
- obsolete or high-risk BOM items
- faster or safer approved alternates
- footprint/package mismatches
- DFM issues that increase yield risk
- sourcing constraints that will affect schedule
That means the quote is not just a number. It may also include engineering insight that helps avoid later redesign, re-buy, or schedule loss.
That value should be part of your cost evaluation too.
Which Model Gives You Better Lead Time?
For prototypes, pilot builds, and urgent replenishment projects, lead time is often the deciding factor.
In most cases, turnkey wins on schedule stability. But the reason is worth understanding.
Why turnkey usually simplifies the schedule
In turnkey assembly, procurement and production are managed under one internal plan.
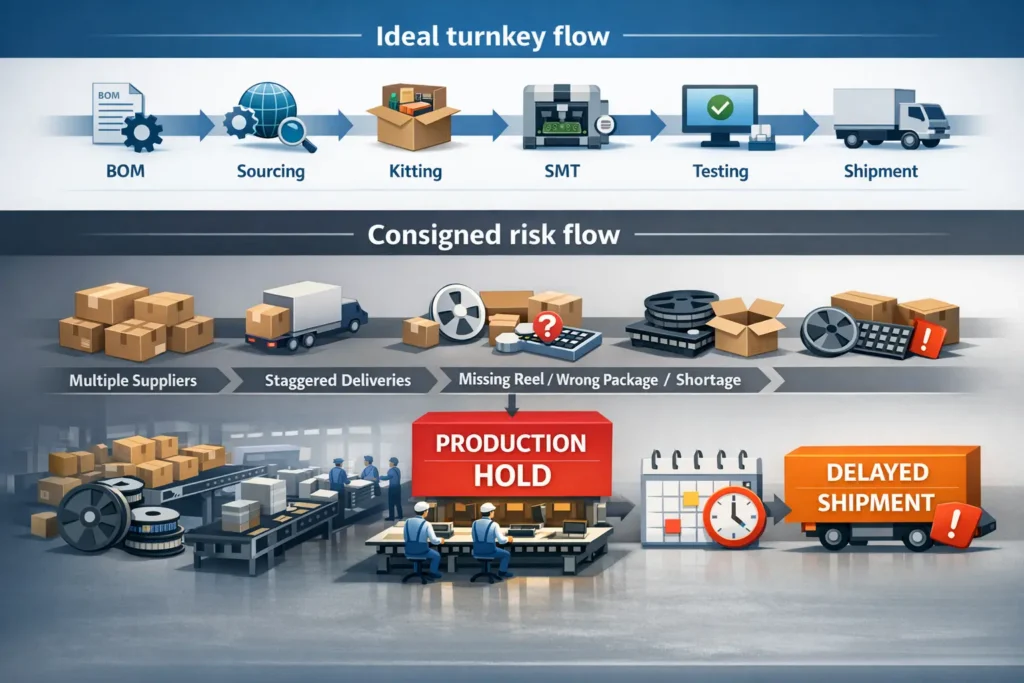
That matters because the biggest lead-time risk in PCBA is often not assembly time. It is material readiness.
A turnkey supplier can:
- coordinate purchasing and kitting in parallel
- flag long-lead items early
- propose alternates faster
- align sourcing with SMT capacity
- reduce handoff delays between teams
That makes the schedule more predictable.
How incomplete kits delay consigned builds
This is one of the biggest real-world weaknesses of consigned assembly.
A consigned build can only start cleanly when the kit is truly complete.
If even one critical line item is missing, wrong, damaged, or not machine-ready, the production plan can slip. Common causes include:
- missing resistors, ICs, or connectors
- wrong package types
- mislabeled reels or trays
- partial quantities
- cut tape unsuitable for the planned process
- incorrect BOM revisions
- unresolved documentation questions
For SMT production, even a small missing part can stop a scheduled build slot.
That is why “kit completeness” is not a minor detail. It is a major lead-time driver.
The impact of shortages, alternates, and split shipments
Consigned projects often face three practical schedule problems:
1. Shortages
A shortage may force the customer to source replacements, re-approve suppliers, or change the plan midstream.
2. Alternate approval delays
If the original part is unavailable, the substitute may need engineering review, customer approval, or additional validation.
3. Split shipments
Materials often arrive in batches from different vendors. That creates receiving complexity, partial kitting, more warehouse handling, and sometimes fragmented production scheduling.
These issues do not disappear in turnkey projects. But turnkey suppliers often solve them faster because they already manage sourcing networks, alternates, and material coordination as part of the job.
When partial turnkey is the fastest practical option
Partial turnkey is often the smartest choice when a few materials must stay under customer control, but the rest of the BOM does not.
Typical cases include:
- firmware-programmed MCUs
- customer-owned ASICs
- long-lead semiconductors already secured by the buyer
- controlled or confidential components
- parts restricted by AVL or customer qualification rules
In those cases, partial turnkey reduces kit complexity while preserving control over the few items that matter most.
Quality, Risk, and Accountability: What Buyers Need to Know
This is where the difference between turnkey and consigned becomes operationally serious.
Who is responsible if supplied parts fail inspection?
In a turnkey build, the manufacturer usually owns more responsibility for sourced material quality, because the manufacturer selected and purchased the parts.
In a consigned build, the customer generally carries more of that responsibility.
If customer-supplied material fails incoming inspection, the build may pause until replacement parts arrive or a decision is made.
That can create:
- lost schedule time
- extra handling
- additional shipping
- rescheduling costs
- possible engineering review
The point is simple: more sourcing control usually means more sourcing accountability.
Counterfeit, obsolete, and damaged parts change the risk profile
Three risks matter here:
Counterfeit risk
If the customer sources from mixed channels, the burden of supplier verification and authenticity control increases.
Obsolescence risk
If a part is near EOL or suddenly unavailable, the customer must recover the supply problem in a consigned model.
Damage risk
Poor packaging, moisture sensitivity issues, ESD exposure, or shipment damage can make otherwise correct material unusable.
In a turnkey model, a capable supplier can often reduce these risks through authorized sourcing, IQC, and controlled internal handling. In a consigned model, those upstream risks sit more heavily with the customer.
Who approves alternates and BOM changes?
This should be defined before quoting, not during a crisis.
A professional workflow should clarify:
- whether alternates are allowed
- who approves them
- whether engineering signoff is needed
- whether only AVL-listed alternatives are acceptable
- what happens if the original part is unavailable
- whether the supplier may propose substitutes proactively
Without those rules, both models can suffer delays. But consigned projects tend to slow down faster because the customer is already more involved in material decisions.
How traceability differs in turnkey vs consigned projects
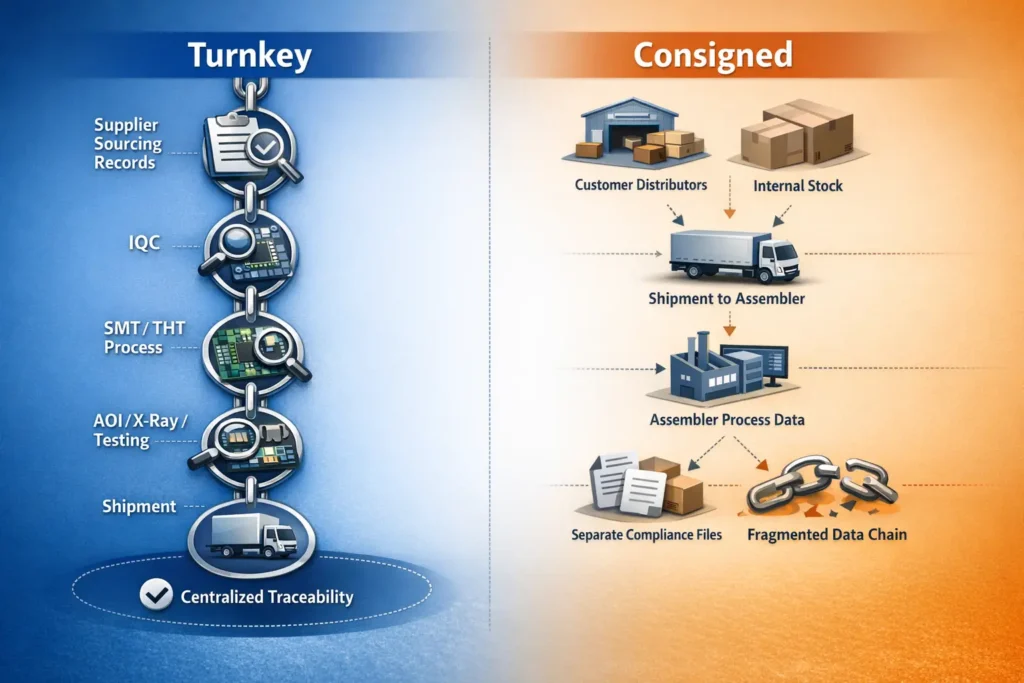
Traceability is often discussed in simple terms. In practice, it is about data integration.
In a turnkey project, one supplier can more easily connect:
- material source records
- lot/date code information
- IQC records
- production batch data
- AOI / X-ray / test records
- shipment records
In a consigned project, traceability can still be strong, but it is usually more fragmented.
The customer may need to combine:
- distributor records
- compliance certificates
- internal stock records
- material shipment records
- assembler process data
- final build and test reports
That is workable. But it is more complex. And complexity creates audit risk.
When Turnkey PCB Assembly Is the Better Choice
Turnkey is not always the cheapest-looking option. But it is often the most practical one.
For startups and lean engineering teams
If your team is small, turnkey saves time.
It removes a large amount of procurement coordination and lets engineers focus on design, test, validation, and launch.
For fast prototypes and urgent builds
When speed matters, fewer handoffs matter too.
Turnkey is often the simplest route for quick-turn prototypes, pilot builds, and urgent production because the sourcing and manufacturing plan is integrated from the start.
For projects in unstable supply chains
If the BOM contains at-risk parts, a good turnkey supplier may recover faster through:
- broader sourcing options
- earlier risk visibility
- alternate recommendation
- tighter coordination between purchasing and production
For OEMs that want one point of responsibility
Turnkey usually creates clearer accountability.
That matters when the project involves:
- many BOM lines
- tight launch windows
- limited internal manufacturing support
- customers who want fewer moving parts to manage
When Consigned PCB Assembly Makes More Sense
Consigned assembly is still the right choice in some cases.
When the customer already owns critical components
If you already secured expensive or long-lead parts, consigning them may be the most efficient path.
This is especially true when you are using existing stock and want to avoid duplicate purchasing.
When AVL or strict brand control is required
Some products must follow exact approved vendor, brand, or channel requirements.
In those cases, the customer may need to control sourcing directly to maintain internal or customer-mandated compliance.
When long-lead or customer-programmed parts must be supplied directly
If the project includes:
- programmed microcontrollers
- security-sensitive devices
- special revision-controlled components
- direct-from-customer semiconductors
consigned or partial-turnkey sourcing often makes more sense.
When internal sourcing capabilities are already mature
Large OEMs with experienced procurement teams, stronger distributor leverage, ERP support, and disciplined inventory systems can make consigned assembly work very well.
If your organization can already handle the complexity, you may gain more cost control from consigned or hybrid sourcing.
Turnkey vs Consigned by Project Stage
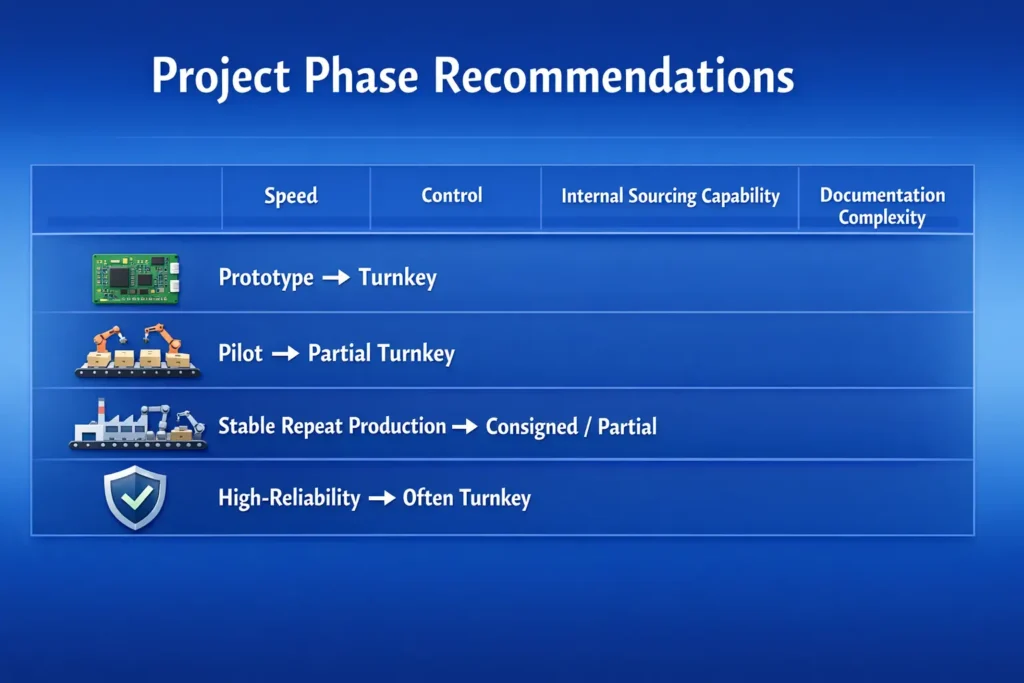
| Project Stage | Best-Fit Model | Why |
|---|---|---|
| Prototype / EVT / NPI | Turnkey | Fastest path, fewer handoffs, easier problem-solving |
| Pilot builds / low-volume production | Partial Turnkey | Good balance between control and efficiency |
| Stable repeat production | Consigned or Partial Turnkey | More attractive when internal sourcing is mature |
| High-reliability builds | Often Turnkey | Easier traceability, compliance integration, and single accountability |
Prototype and NPI builds
For early-stage builds, turnkey is usually the best choice.
At this stage, speed, iteration, and issue resolution matter more than squeezing every cent from the BOM.
Pilot runs and low-volume production
This is often where partial turnkey becomes most attractive.
The customer keeps control of a few important items. The supplier handles the rest.
Mass production and repeat orders
Once the BOM is stable and internal purchasing is mature, consigned or hybrid sourcing may become more attractive.
But only if the buyer is ready to own the extra complexity.
High-reliability industries such as industrial, medical, and automotive electronics
In regulated or reliability-sensitive sectors, documentation quality matters almost as much as build quality.
That is why turnkey is often favored in these environments.
A single qualified manufacturer can more easily support:
- centralized traceability
- batch and lot documentation
- compliance record management
- audit readiness
- controlled process history
Consigned sourcing can still work in these sectors, especially for large OEMs with strong internal controls. But for many teams, it increases documentation burden and audit exposure.
How to Choose the Right Assembly Model for Your Team
A 5-question decision checklist
Ask these questions before requesting quotes:
- Do we already own any critical or long-lead components?
- Do we have the internal bandwidth to manage material readiness and supplier follow-up?
- Is faster execution more important than maximum sourcing control?
- Do we need strict AVL, brand, or distributor control?
- Who will own shortage recovery, alternate approval, and traceability documentation if problems appear?
If most answers point to speed, simplicity, and lower coordination burden, turnkey is usually the better fit.
If most answers point to internal sourcing strength and strict material control, consigned or partial turnkey may be more suitable.
Simple decision path
- Need the simplest workflow? Choose turnkey
- Need to control only a few critical parts? Choose partial turnkey
- Need full sourcing control and already have the systems to manage it? Choose consigned
Questions to ask your supplier before quoting
Ask these before you commit:
- Do you support turnkey, partial turnkey, and consigned builds?
- What does your quote include and exclude?
- How do you handle shortages and approved alternates?
- What incoming inspection do you perform on consigned material?
- What packaging and labeling rules do you require for customer-supplied parts?
- Can you support lot/date code traceability if needed?
- What typically delays a project like ours?
These questions quickly reveal whether the supplier understands your project at an operational level.
What You Need to Prepare for a Fast and Accurate Quote

Files needed for turnkey PCB assembly quotes
Most suppliers will ask for:
- Gerber or ODB++ files
- BOM with manufacturer part numbers
- centroid / pick-and-place file
- assembly drawing
- quantity
- target lead time
- testing requirements
- special quality or compliance requirements
Extra information needed for consigned or partial-turnkey builds
If you are supplying materials, also define:
- exactly which line items are customer-supplied
- quantity including attrition and spares
- packaging format
- labeling method
- shipping schedule
- shortage policy
- alternate approval rules
- whether any parts are programmed, MSD-controlled, or lot-sensitive
Common causes of quote and schedule delays
These issues cause more delay than many buyers expect:
- incomplete or outdated BOMs
- missing approved alternates
- unclear customer-supplied material lists
- mismatched revisions
- non-machine-ready consigned parts
- incomplete compliance or traceability requirements
- unclear test expectations
The clearer the RFQ package, the better the result.
Final Recommendation: Turnkey, Consigned, or Partial Turnkey?
There is no universal winner.
The right answer depends on your project stage, internal capabilities, risk tolerance, and sourcing priorities.
If your team values speed, lower coordination burden, and single-point accountability, turnkey PCB assembly is usually the strongest option.
If your organization already has mature sourcing processes, customer-owned stock, and strict material control requirements, consigned PCB assembly may make more sense.
If you need both control and efficiency, partial turnkey PCB assembly is often the most practical compromise.
The best decision is not the one with the lowest visible quote.
It is the one that gives your team the best balance of cost, schedule reliability, quality control, and operational simplicity.
Personalized CTA for PCBAgroup
Need help deciding whether your project should run as turnkey, partial-turnkey, or consigned PCB assembly?
At PCBAgroup, we provide one-stop PCB fabrication and PCB assembly services from prototype to mass production, with verified raw materials, strict incoming inspection, multi-step quality control, and traceability through digital management systems. If your project is schedule-sensitive, we also support quick-turn production on selected builds. Send us your BOM, Gerber/ODB++ files, quantities, target lead time, and sourcing preference, and our team will recommend the most practical build model for your project and prepare a clear quote.
FAQ
1. What is the main difference between turnkey and consigned PCB assembly?
The main difference is material responsibility. In turnkey assembly, the manufacturer sources the components and manages the build. In consigned assembly, the customer supplies some or all of the components and the manufacturer focuses mainly on assembly execution.
2. Is turnkey PCB assembly always more expensive?
Not necessarily. Turnkey often looks more expensive because more of the real project cost is included upfront. Consigned assembly can create hidden costs through labor, logistics, shortages, delays, and rework risk.
3. When should I choose consigned PCB assembly?
Consigned assembly is a strong option when you already own critical parts, require strict AVL control, need to supply programmed components directly, or already have a mature sourcing team.
What is partial turnkey PCB assembly?
4. Partial turnkey means the customer supplies selected components while the manufacturer sources the rest. It is commonly used when only a few line items need to remain under customer control.
5. Why do incomplete kits delay consigned PCB assembly?
Because PCB assembly depends on full material readiness. Even one missing or unusable part can delay SMT scheduling, force rescheduling, or stop a build already in progress.
